โดย admin_sale | พ.ค. 31, 2017 | บทความเกี่ยวกับเหล็ก
กรรมวิธีในการผลิตท่อมีตะเข็บ และท่อไร้ตะเข็บ
ท่อเหล็ก หรือท่อสแตนเลสที่ใช้งานอยู่ในปัจจุบัน จะสามารถแบ่งตามกรรมวิธีการผลิตได้เป็น 2 กลุ่มหลักๆ คือ ท่อมีตะเข็บ (Welded Pipe) และท่อไร้ตะเข็บ (Seamless Pipe)
-
ท่อมีตะเข็บ
ท่อมีตะเข็บ เป็นท่อที่เหมาะกับแรงดันที่ไม่สูงนัก เช่น เป็นท่อปล่อยน้ำทิ้ง ท่อปล่อยลมไหลผ่าน ท่อน้ำประปา สาเหตุที่ไม่เหมาะกับงานที่ต้องทนแรงดันสูง เพราะกรรมวิธีการผลิต การเชื่อมรอยต่อให้ติดกันกลายเป็นท่อ มีโอกาสที่จะเกิดรอยแตกตรงส่วนรอยต่อได้
ท่อชนิดนี้มีกรรมวิธีการผลิตคร่าวๆ คือ การนำแผ่นคอยล์มาคลี่ออก จากนั้นก็นำมาม้วน ซึ่งการม้วนก็จะมีทั้งวิธีการม้วนตามแนวยาว หรือม้วนแบบ Spiral จากนั้นก็เชื่อมตรงรอยต่อ และตัดตามความยาวตามที่เราต้องการ อย่างไรก็ตามท่อมีตะเข็บ ก็ยังสามารถแบ่งประเภทได้อีก ตามวิธีการเชื่อมตะเข็บ ดังต่อไปนี้
– Electric Resistance Welding (ERW) เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บหลอมละลายด้วยความร้อนที่เกิดจากกระแสไฟฟ้า โดยไม่มีการอาร์ค (arc) กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นจะค่อยๆม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง ผ่านลูกรีดหลายแท่นโดยไม่ต้องใช้ความร้อน (cold forming) แล้วทำการผ่านกระแสไฟฟ้าตกคร่อมระหว่างขอบทั้งสองของตะเข็บ ความต้านทานต่อกระแสไฟฟ้าจะทำให้ขอบของเหล็กร้อนแดงที่อุณหภูมิระหว่าง 1200 °C ถึง 1400°C (2200°F ถึง 2600°F) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)
– Butt Weldng (FBW) หรือ Hot Pressure Welding เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บร้อนแดงด้วยความร้อนจากเตาเผา กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นป้อนแผ่นเหล็กผ่านเตาเพื่อทำการให้ความร้อน โดยแผ่นเหล็กจะได้รับความร้อนทั่วทั้งแผ่น แต่ด้วยเทคนิคการจัดเรียงหัวเผาในเตา จัดให้บริเวณขอบแผ่นเหล็กร้อนที่สุด จากนั้นค่อยๆ ม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง โดยผ่านลูกรีดหลายแท่น (hot forming) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)
– Electric Fusino Welding (EFW) เป็นกระบวนการเชื่อมที่ใช้กระแสไฟฟ้าในการอาร์คบริเวณแนวเชื่อมให้หลอมละลายติดกัน โดยอาจใช้ลวดเชื่อม (filler metal) หรือไม่ใช้ก็ได้
โดยทั่วๆไป ท่อเหล็กมีตะเข็บ หรือท่อสแตนเลสมีตะเข็บที่เราพบเจอ จะผลิตด้วยวิธีการ ERW
-
ท่อไร้ตะเข็บ (Seamless Pipe)
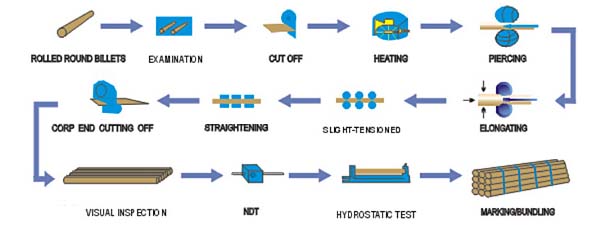
ท่อเหล็กไม่มีตะเข็บ (ท่อเหล็กไร้ตะเข็บ, Seamless Pipe, SMLS Pipe) เหมาะกับงานที่ต้องรับแรงดันสูง เช่นงานน้ำมัน งานแก็ส เพราะเป็นงานที่ต้องอาศัยความปลอดภัยมาก ท่อจะแตกไม่ได้ กรรมวิธีในการผลิตท่อเหล็กไม่มีตะเข็บโดยคร่าวๆ คือ การนำเพลาตันไปหลอมให้ร้อน จากนั้นก็เจาะทะลุเพลาตันให้เป็นรูกลวงไป เราก็จะได้ท่อเหล็กไม่มีตะเข็บ
Cr:http://auiauiaui.blogspot.com
Cr Pic: www.indoasiancommodities.com
โดย admin_sale | พ.ค. 29, 2017 | บทความเกี่ยวกับเหล็ก
คุณสมบัติของธาตุต่าง ๆ เมื่อผสมลงไปในเหล็ก (Composition of Elements)
คาร์บอน (Carbon) – สัญลักษณ์ทางเคมี คือ Cเป็นธาตุที่สำคัญที่สุด จะต้องมีผสมอยู่ในเนื้อเหล็ก มีคุณสมบัติทำให้เหล็กแข็งเพิ่มขึ้น หลังจากนำไปอบชุบ (Heat Treatment) โดยรวมตัวกับเนื้อเหล็ก เป็นสารที่เรียกว่า มาร์เทนไซต์ (Martensite) และซีเมนไตด์ (Cementite) นอกจากนั้น คาร์บอนยังสามารถรวมตัวกับเหล็ก และธาตุอื่น ๆ กลายเป็นคาร์ไบด์ (Carbide) ซึ่งจะช่วยเพิ่มความต้านทานต่อการสึกหรอของเหล็ก อย่างไรก็ตาม คาร์บอนจะลดความยืดหยุ่น (Elasticity) ความสามารถในการตีขึ้นรูป (Forging) และความสามารถในการเชื่อม (Welding) และไม่มีผลต่อความต้านทานการกัดกร่อน
อลูมิเนียม (Aluminium) – สัญลักษณ์ทางเคมี คือ Alเป็นธาตุที่นิยมใช้เป็นตัวไล่แก็สออกซิเจน และไนโตรเจน (Deoxidizer และ Denitrizer) มากที่สุด ซึ่งผสมอยู่เล็กน้อยในเหล็ก จะมีผลทำให้เนื้อละเอียดขึ้น เมื่อใช้ผสมลงในเหล็กที่จะนำไปผ่านกระบวนการอบชุบแข็ง โดยวิธีไนไตรดิ้ง (Nitriding) ทั้งนี้เนื่องจากอลูมิเนียมสามารถรวมตัวกับไนโตรเจน เป็นสารที่แข็งมาก ใช้ผสมลงในเหล็กทนความร้อนบางชนิด เพื่อให้ต้านทานต่อการตกสะเก็ด (Scale) ได้ดีขึ้น
โบรอน (Boron) สัญลักษณ์ทางเคมี คือ Bช่วยเพิ่มความสามารถชุบแข็งแก่เหล็ก ที่ใช้ทำชิ้นส่วนเครื่องจักรทั่วไป จึงทำให้ใจกลางของงานที่ทำด้วยเหล็กชุบผิวแข็ง มีความแข็งสูงขึ้น โบรอนสามารถดูดกลืนนิวตรอนได้สูง จึงนิยมเติมในเหล็กที่ใช้ทำฉากกั้นอุปกรณ์นิวเคลียร์
เบริลเลียม (Beryllium) สัญลักษณ์ทางเคมี คือ Be สปริงนาฬิกาซึ่งต้องต่อต้านอำนาจแม่เหล็ก และรับแรงแปรอยู่ตลอดเวลานั้น ทำจากทองแดงผสมเบริลเลียม (Beryllium-Coppers Alloys) โลหะผสมนิกเกิล-เบริลเลียม (Ni-Be Alloys) แข็งมาก ทนการกัดกร่อนได้ดี ใช้ทำเครื่องมือผ่าตัด
แคลเซียม (Calcium) สัญลักษณ์ทางเคมี คือ Caแคลเซียมจะใช้ในลักษณะแคลเซียมซิลิไซด์ (CaSi) เพื่อลดออกซิเดชั่น (Deoxidation) นอกจากนั้น แคลเซียม ยังช่วยเพิ่มความต้านทานการเกิดสเกลของวัสดุที่ใช้เป็นตัวนำความร้อน
ซีเรียม (Cerium) สัญลักษณ์ทางเคมี คือ Ce เป็นตัวลดออกซิเจนและกำมะถันได้ดี ช่วยปรับปรุงคุณสมบัติด้าน Hot Working ของเหล็กกล้า และปรับปรุงความต้านทานการเกิดสเกลของเหล็กทนความร้อน
โคบอลต์ (Cobalt) สัญลักษณ์ทางเคมี คือ Co ไม่ทำให้เกิดคาร์ไบด์ แต่สามารถป้องกันไม่ไห้เหล็กเกิดเนื้อหยาบที่อุณหภูมิสูง ดังนั้น จึงช่วยปรับปรุงให้เหล็กมีความแข็งแรงที่อุณหภูมิสูง ด้วยเหตุนี้ จึงใช้ผสมในเหล็กขึ้นรูปงานร้อน เหล็กทนความร้อน และเหล็กไฮสปีด ธาตุโคบอลต์เมื่อได้รับรังสีนิวตรอนจะเกิดเป็น โคบอลต์ 60 ซึ่งเป็นสารกัมมันตภาพรังสีอย่างรุนแรง ดังนั้น จึงไม่ควรเติมโคบอลต์ลงในเหล็กที่ใช้ทำเครื่องปฏิกรณ์ปรมาณู
โครเมียม (Chromium) สัญลักษณ์ทางเคมี คือ Cr ทำให้เหล็กอบชุบได้ง่ายขึ้น เพราะลดอัตราการเย็นตัววิกฤตลงอย่างมาก สามารถชุบในน้ำมันหรืออากาศได้ (Oil or Air Quenching) เพิ่มความแข็งให้เหล็ก แต่ลดความทนทานต่อแรงกระแทก (Impact) ลง โครเมียมที่ผสมในเหล็กจะรวมตัวกับคาร์บอน เป็นสารประกอบพวกคาร์ไบด์ ซึ่งแข็งมาก ดังนั้น จึงทำให้เหล็กทนทานต่อแรงเสียดสี และบริเวณที่เป็นรอยคมหรือความคมไม่ลบง่าย ทำให้เหล็กเป็นสนิมได้ยาก เพิ่มความแข็งแรงของเหล็กที่ใช้งานที่อุณหภูมิสูง เพิ่มความทนทานต่อการกัดกร่อนของสารต่าง ๆ ได้ดีขึ้น
ทองแดง (Copper) สัญลักษณ์ทางเคมี คือ Cu เพิ่มความแข็งแรง ถ้ามีทองแดงผสมอยู่ในเหล็กแม้เพียงเล็กน้อย เหล็กจะไม่เกิดสนิมเมื่อใช้งานในบรรยากาศ ทองแดงจะไม่มีผลเสียต่อความสามารถในการเชื่อมของเหล็กแต่อย่างไร
แมงกานีส (Manganese) สัญลักษณ์ทางเคมี คือ Mn ใช้เป็นตัวไล่กำมะถัน (S) ซึ่งเป็นตัวที่ไม่ต้องการในเนื้อเหล็ก จะถูกกำจัดออกในขณะหลอม ทำให้เหล็กอบชุบแข็งง่ายขึ้น เนื่องจากเป็นตัวลดอัตราการเย็นตัววิกฤต (Critical Cooling Rate) ทำให้เหล็กทนทานต่อแรงดึงได้มากขึ้น เพิ่มสัมประสิทธิ์การขยายตัวของเหล็กเมื่อถูกความร้อน แต่จะลดคุณสมบัติในการเป็นตัวนำไฟฟ้า และความร้อน นอกจากนั้น แมงกานีสยังมีอิทธิพลต่อการขึ้นรูปหรือเชื่อม เหล็กกล้าคาร์บอนที่มีปริมาณแมงกานีสเพิ่มขึ้น จะทนต่อการเสียดสีได้ดีขึ้นมาก
โมลิบดีนัม (Molybdenum) สัญลักษณ์ทางเคมี คือ Mo ปกติจะใช้ผสมรวมกับธาตุอื่น ๆ เป็นตัวลดอัตราการเย็นตัววิกฤต ทำให้อบชุบง่ายขึ้น ป้องกันการเปราะขณะอบคืนตัว (Temper Brittleness) ทำให้เหล็กมีเนื้อละเอียด เพิ่มความทนทานต่อแรงดึงแก่เหล็กมากขึ้น สามารถรวมตัวกับคาร์บอนเป็นคาร์ไบด์ได้ง่ายมาก ดังนั้น จึงปรับปรุงคุณสมบัติในการตัดโลหะ (Cutting) ของเหล็กไฮสปีดได้ดีขึ้น เพิ่มความต้านทานต่อการกัดกร่อน (Corrosion Resistance) แก่เหล็ก อย่างไรก็ตาม เหล็กที่มีโมลิบดินั่มสูงจะตีขึ้นรูปยาก
ไนโตรเจน (Nitrogen) สัญลักษณ์ทางเคมี คือ N ขณะทำไนไตรดิ้ง (Nitriding) ไนโตรเจนจะรวมตัวกับธาตุบางชนิดในเหล็ก เกิดเป็นสารประกอบไนไตรด์ ซึ่งทำให้ผิวงานมีความแข็งสูงมาก ต้านทานการสึกหรอได้ดีเยี่ยม
นิกเกิล (Nickel) สัญลักษณ์ทางเคมี คือ Ni เป็นตัวที่เพิ่มความทนทานต่อแรงกระแทกของเหล็ก ดังนั้น จึงใช้ผสมในเหล็กที่จะนำไปชุบแข็งที่ผิว ใช้ผสมกับโครเมียม ทำให้เหล็กทนทานต่อการกัดกร่อนได้ดี ไม่เป็นสนิมง่าย ทนความร้อน
ออกซิเจน (Oxigen) สัญลักษณ์ทางเคมี คือ O ออกซิเจนเป็นอันตรายต่อเหล็ก ทั้งนี้ขึ้นอยู่กับ ชนิด ส่วนผสม รูปร่าง และการกระจายตัวของสารประกอบที่เกิดจากออกซิเจนนั้น ออกซิเจนทำให้คุณสมบัติเชิงกล โดยเฉพาะอย่างยิ่ง ความต้านทานแรงกระแทกลดลง (ตามแนวขวาง) และเปราะยิ่งขึ้น
ตะกั่ว (Lead) สัญลักษณ์ทางเคมี คือ Pb เหล็กฟรีแมชชีนนิ่ง (Free-Machining Steel) มีตะกั่วผสมอยู่ประมาณ 0.20 – 0.50 % โดยตะกั่วจะเป็นอนุภาคละเอียด กระจายตัวอย่างสม่ำเสมอภายในเนื้อเหล็ก เมื่อนำไปกลึง หรือตัดแต่งด้วยเครื่องมือกลทำให้ขี้กลึงขาดง่าย จึงทำให้ตัดแต่งได้ง่าย ตะกั่วไม่มีผลกระทบต่อคุณสมบัติเชิงกลของเหล็ก
ฟอสฟอรัส (Phosphorus) และกำมะถัน (Sulphur) สัญลักษณ์ทางเคมี คือ P และ S ตามลำดับ เป็นตัวทำลายคุณสมบัติของเหล็ก แต่มักผสมอยู่ในเนื้อเหล็กโดยไม่ได้ตั้งใจ ต้องพยายามให้มีน้อยที่สุดเท่าที่จะเป็นไปได้ มักจะเรียกสารเหล่านี้ว่า สารมลทิน (Impurities) เหล็กเกรดสูงจะต้องมีฟอสฟอรัสไม่เกิน 0.03 – 0.05 % ส่วนกำมะถันจะทำให้เหล็กเกิด Red Shortness จึงแตกเปราะง่าย โดยทั่วไปจึงจำกัดปริมาณกำมะถันในเหล็กไม่เกิน 0.025 หรือ 0.03 % ยกเว้น เหล็กฟรีแมชชีนนิ่ง (Free Machining) ที่เติมกำมะถันถึง 0.30 % เพื่อให้เกิดซัลไฟด์ขนาดเล็กกระจายทั่วเนื้อเหล็ก ทำให้ขี้กลึงขาดง่าย จึงตัดแต่งด้วยเครื่องมือกลได้ง่าย
ซิลิคอน (Silicon) สัญลักษณ์ทางเคมี คือ Si ซิลคอนจะปรากฏในเหล็กทุกชนิด เนื่องจากสินแร่เหล็กมักมีซิลิคอนผสมอยู่ด้วยเสมอ ซิลิคอนไม่ใช่โลหะ แต่มีสภาพเหมือนโลหะ ใช้เป็นตัวทำให้เกิดปฏิกิริยาออกซิไดซิ่ง (Oxidizing) ทำให้เหล็กแข็งแรงและทนทานต่อการเสียดสีได้ดีขึ้น เพิ่มค่าแรงดึงที่จุดคราก (Yield Point) ของเหล็กให้สูงขึ้นมาก ดังนั้น จึงใช้ผสมในการทำเหล็กสปริง (Spring Steels) ช่วยทำให้เหล็กทนทานต่อการตกสะเก็ด (Scale) ที่อุณหภูมิสูงได้ดี จึงใช้ผสมในเหล็กทนความร้อน เหล็กกล้าที่มีซิลิคอนสูงจะมีเกรนหยาบ
ไทเทเนียม (Titanium) สัญลักษณ์ทางเคมี คือ Ti ไทเทเนียมเป็นโลหะที่แข็งมาก ทำให้เกิดคาร์ไบด์ได้ดี เป็นธาตุผสมที่สำคัญในเหล็กสเตนเลส เพื่อป้องกันการผุกร่อนตามขอบเกรน นอกจากนั้น ไทเทเนียมยังช่วยทำให้เหล็กมีเกรนละเอียด
วาเนเดียม (Vanadium) สัญลักษณ์ทางเคมี คือ V ทำให้เหล็กทนต่อความร้อนได้ดี เพิ่มความแข็งแรงให้กับเหล็ก โดยไม่ทำให้คุณสมบัติในการเชื่อม และการดึงเสียไป ทำให้เหล็กมีเนื้อละเอียด รวมตัวกับคาร์บอนที่เป็นคาร์ไบด์ได้ง่าย จึงทำให้ทนทานต่อการสึกกร่อน มักจะผสมในเหล็กขึ้นรูปร้อน (Hot Working Steels) และเหล็กไฮสปีด
ทังสเตน (Tungsten) สัญลักษณ์ทางเคมี คือ W สามารถรวมตัวกับคาร์บอนเป็น คาร์ไบด์ ที่แข็งมาก จึงทำให้เหล็กที่ผสมทังสเตนมีความแข็งมาก หลังจากผ่านการอบชุบ จึงใช้ทำพวกเครื่องมือคม (Cutting Tools) ต่าง ๆ ทำให้เหล็กเหนียวขึ้น และป้องกันไม่ไห้เหล็กเกิดเนื้อหยาบ เนื่องจากการที่เกรนขยายตัว เพิ่มความทนทานต่อการเสียดสีของเหล็ก ดังนั้น จึงนิยมเติมทังสเตนในเหล็กไฮสปีด (Hi-Speed) และเหล็กที่ต้องอบชุบแข็งโดยทั่วไป |
Cr: http://www.maxsteelthai.com

โดย admin_sale | พ.ค. 29, 2017 | บทความเกี่ยวกับเหล็ก
ความสะอาดของผิวเหล็กเสริมที่ใช้เสริมคอนกรีตเป็นสิ่งจำเป็นมาก เนื่องจากจะเกี่ยวข้องกับการเกาะยึดระหว่างคอนกรีตกับเหล็กเสริมโดยตรง ดังนั้นก่อนเทคอนกรีตจึงจำเป็นอย่างยิ่งที่จะต้องหาวิธีกำจัดสิ่งสกปรกต่างๆ อาทิเช่น ฝุ่น สนิมขุม กรด ด่าง น้ำมันหรือสารอื่นๆ ซึ่งเป็นสาเหตุที่ทำให้สูญเสียการเกาะยึดให้หมดสิ้นไป การต่อเหล็กเสริม
การต่อเหล็กเสริมในงานคอนกรีตเสริมเหล็กเป็นสิ่งจำเป็นที่หลีกเลี่ยงไม่ได้ แม้ว่าโดยปกติแล้วจะไม่ยอมให้มีการต่อเหล็กเสริมก็ตาม แต่ถ้าแสดงไว้ในแบบก็สามารถต่อได้ การต่อเหล็กเสริมนี่อาจต่อได้หลายวิธี แต่วิธีที่นิยมกันโดยทั่วไปได้แก่วิธีต่อทาบ โดยจะต้องให้ระยะทาบไม่น้อยกว่า 50 เท่า ของเส้นผ่านศูนย์กลางเฉลี่ยของเหล็กเส้นทั้งสองที่ต่อกันสำหรับเหล็กเส้นกลมผิวเรียบ และไม่น้อยกว่า 40 เท่า ของเส้นผ่านศูนย์กลางเฉลี่ยของเหล็กเส้นทั้งสองที่ต่อกันสำหรับเหล็กข้ออ้อย และควรหลีกเลี่ยงการต่อเหล็กเสริม ณ จุดที่จะเกิดหน่วยแรงสูงสุดเท่าที่จะทำได้ สำหรับเหล็กเสริมที่มีขนาดเส้นผ่านศูนย์กลางโตกว่า 25 มิลลิเมตร ไม่ควรต่อด้วยวิธีต่อทาบ
การต่อเหล็กเสริมด้วยวิธีต่อทาบสำหรับเหล็กข้ออ้อยเสริมคอนกรีตที่มีแรงอัด 200 กิโลกรัม ต่อ ตร.เซนติเมตรหรือสูงกว่า จะต้องให้ระยะทาบไม่น้อยกว่า 20, 24 และ 30 เท่าของเส้นผ่านศูนย์กลางของเหล็กที่มีกำลังจุดคลากเท่ากับ 3500, 4200 และ 5200 กิโลกรัม ต่อ ตร.เซนติเมตร ตามลำดับ แต่จะต้อง ไม่น้อยกว่า 30 เซนติเมตร และจะต้องเพิ่มระยะทาบอีก 1 ใน 3 จากค่าที่ให้ไว้ข้างต้น ถ้าแรงอัดของคอนกรีตมีค่าต่ำกว่า 200 กิโลกรัม ต่อ ตร.เซนติเมตร
การต่อเหล็กเสริมด้วยวิธีต่อทาบสำหรับเหล็กข้ออ้อยที่ใช้รับแรงดึงของคอนกรีต ระยะทาบจะต้องไม่น้อยกว่า 24, 30 และ 36 เท่าของเส้นผ่านศูนย์กลางของเหล็กที่มีกำลังจุดคลากเท่ากับ 2800, 3500 และ 4200 กิโลกรัม ต่อ ตร.เซนติเมตร ตามลำดับ แต่จะต้องไม่น้อยกว่า 30 เซนติเมตร
สำหรับเหล็กเสริมชนิดเส้นกลมผิวเรียบ ระยะทาบที่ใช้จะเป็น 2 เท่า ของค่าที่กำหนดไว้ตามวัตถุประสงค์ของการใช้งานของเหล็กข้ออ้อย
เหล็กเสริมที่ทำหน้าที่รับแรงอัดแต่เพียงอย่างเดียว การต่ออาจใช้วิธียันหน้าตัดของปลายเหล็กทั้ง 2 เส้น เข้าด้วยกัน แล้วยึดด้วยปลอกเชื่อมหรือปลอกยึดแบบใดๆ ก็ได้
การต่อเหล็กเสริมพื้นไม่ควรต่อในแนวเดียวกัน หรือในบริเวณใกล้ๆ กันเพราะจะทำให้เกิดจุดอ่อนขึ้นได้ เหล็กเสริมทุกเส้นที่ต่อกันจะต้องผูกมัดด้วยลวดเหล็กอย่างแน่นหนา โดยใช้ลวดเหล็กสองเส้นคู่ผูกแบบสาแหรกบิดเกลียวพอแน่นพับปลายไว้ด้านในและควรงอปลายเหล็กเสริมทุกเส้นที่ต่อกัน และหากต้องการต่อด้วยวิธีเชื่อมก็สามารถที่จะกระทำได้ แต่จะต้องเป็นการเชื่อมที่มีประสิทธิภาพ
ความหนาของคอนกรีตที่หุ้มเหล็กเสริม
ความหนาของคอนกรีตที่หุ้มเหล็กเสริม เป็นองค์ประกอบที่สำคัญอีกอันหนึ่งที่มีผลโดยตรงต่อความปลอดภัยและความแข็งแรงของโครงสร้าง เพราะความหนาของคอนกรีตที่หุ้มถ้าถูกต้องแล้วก็จะสามารถป้องกันการเสียหายที่อาจเกิดขึ้นกับเหล็กเสริมได้ ความเสียหายดังกล่าวได้แก่ เหล็กเสริมไหม้ไฟหรือเกิดสนิม เป็นต้น มาตรฐานความหนาของคอนกรีตที่หุ้มเหล็กเสริมของอาคารคอนกรีตเสริมเหล็ก มีดังต่อไปนี้คือ
1. สำหรับพื้นและผนังที่ผิวคอนกรีตไม่ได้สัมผัสกับดินหรือถูกแดดฝนโดยตรง ความหนาของคอนกรีตที่หุ้มในด้านนั้นต้องไม่น้อยกว่า 1.5 เซนติเมตร หรือไม่น้อยกว่าเส้นผ่านศูนย์กลางของเหล็กเสริมที่ใหญ่ที่สุด และจะต้องเพิ่มอีกไม่น้อยกว่า 0.5 เซนติเมตร สำหรับพื้นหรือผนังที่ต้องการขัดตกแต่งผิวส่วนพื้นและผนังที่ต้องสัมผัสกับน้ำ ดินชื้น หรือภูมิอากาศภายนอกโดยตรง จะต้องให้ความหนาของคอนกรีตที่หุ้มไม่น้อยกว่า 2.5 เซนติเมตร
2. สำหรับคาน ควานหนาของคอนกรีตที่หุ้มเหล็กเสริมต้องไม่น้อยกว่า 2.5 เซนติเมตร หรือไม่น้อยกว่าเส้นผ่านศูนย์กลางของเหล็กเสริมที่ใหญ่ที่สุด หรือหุ้มเหล็กปลอกไม่น้อยกว่า 1.5 เซนติเมตร และจะต้องเพิ่มอีกไม่น้อยกว่า 1.5 เซนติเมตร สำหรับคานที่ต้องสัมผัสกับภูมิอากาศภายนอกโดยตรง
3. สำหรับเสาสี่เหลี่ยมขนาดเล็กกว่า 20 เซนติเมตร ความหนาของคอนกรีตที่หุ้มจะต้องไม่น้อยกว่า 2.5 เซนติเมตร ส่วนเสาสี่เหลี่ยมขนาดโตกว่า 20 เซนติเมตร ความหนาของคอนกรีตที่หุ้มจะต้องไม่น้อยกว่า 4 เซนติเมตร หรือหุ้มปลอกไม่น้อยกว่า 1.5 เซนติเมตร และจะต้องเพิ่มอีกไม่น้อยกว่า 1.5 เซนติเมตร สำหรับคานที่ต้องสัมผัสกับภูมิอากาศอากาศด้านนอกโดยตรง
4. สำหรับเสาเข็ม คอนกรีตที่หุ้มจะต้องไม่น้อยกว่า 4 เซนติเมตร
5. สำหรับฐานรากเนื่องจากต้องสัมผัสกับดินชื้นหรือน้ำโดยตรง ความหนาของคอนกรีตที่หุ้มจึงไม่ควรน้อยกว่า 5 เซนติเมตร
6. สำหรับงานคอนกรีตในทะเลซึ่งต้องสัมผัสกับกรดเกลือโดยตรง ความหนาของคอนกรีตที่หุ้มจะต้องไม่น้อยกว่า 5 เซนติเมตร
คานคอดินสำหรับผนังคอนกรีต
ในการหล่อผนังคอนกรีต เพื่อที่จะป้องกันการทรุดตัวอันเกิดจากน้ำหนักของตัวผนังเอง ซึ่งทำให้ผนังเกิดการแตกร้าว จะกระทำได้โดยการใช้คานคอดินเป็นตัวรองรับ และเพื่อที่จะทำให้มีการกระจายน้ำหนักที่ดี คานคอดินดังกล่าว จะต้องมีความกว้างมากกว่าความหนาของผนังคอนกรีต
บนดินที่มีความสามารถในการรับน้ำหนักได้ดี วิธีปฏิบัติโดยทั่วๆ ไป การกำหนดขนาดของคานคอดินก็คือ ความลึกของคานคอดินอย่างน้อยจะต้องเท่ากับความหนาของผนังคอนกรีต ส่วนความกว้างจะเป็นสองเท่าของความหนาของผนัง ดังตัวอย่างเช่น ถ้าผนังคอนกรีตหนา 8 นิ้ว ก็คือจะมีงานคอดินลึกอย่างต่ำ 8 นิ้ว กว้าง 16 นิ้ว
ในประเทศหนาว คานคอดินจะต้องวางอยู่ในตำแหน่งซึ่งต่ำกว่าระดับที่น้ำแข็งตัว (frost line) ซึ่งจะแตกต่างกันออกไปตามสถานที่ ในพื้นที่ที่มีอากาศหนาวเย็นมาก ระดับดังกล่าวนี้อาจจะลึกถึง 1.00 ถึง 1.20 เมตรก็มี คานคอดินควรจะวางอยู่บนพื้นดินที่มีสภาพเดียวกันหมด ถ้าเป็นไปไม่ได้เช่นบนพื้นที่ดังกล่าวอาจจะมีทั้งดินและหิน ก็อาจจะแก้ไขได้โดยการขุดให้ลึกลงไปอีกไม่ต่ำกว่า 8 นิ้ว แล้วใช้ดินถมหรือทรายถมอัดให้แน่น
ถ้าดินที่รองรับคานคอดินเป็นดินแข็งและแน่น การสร้างแบบก็ไม่จำเป็น เพียงแต่ขุดลงไปเป็นร่องเท่ากับขนาดของคาน แล้วเทคอนกรีตลงในร่องดังกล่าวได้เลย แต่ถ้าเป็นดินร่วนก็จำเป็นที่จะต้องขุดร่องให้มีขนาดกว้างกว่าขนาดของคาน แล้วใช้ไม้วางลงไปกั้นทำแบบตามขนาดของคาน จากนั้นจะต้องมีการค้ำยันแบบเป็นอย่างดีก่อนการเทคอนกรีต
Cr: http://www.thecontender-movie.com

โดย admin_sale | พ.ค. 29, 2017 | บทความเกี่ยวกับเหล็ก
เหล็กเสริมคอนกรีต
เหล็กเสริม (reinforcement) คือ เหล็กที่ใช้สำหรับเสริมคอนกรีตซึ่งปกติจะเป็นเหล็กกล้าชนิดท่อน ชนิดเส้น หรือชนิดตะแกรง ฝังในลักษณะที่ทำให้เหล็กและคอนกรีตร่วมก้นต้านทานต่อแรงต่างๆ ที่เกิดขึ้นกับคอนกรีตได้
เป็นที่ทราบกันโดยทั่วไปแล้วว่า คอนกรีตมีคุณสมบัติในการับแรงอัดได้สูง แต่จะเปราะบางและอ่อนแอต่อการรับแรงดึง ดังนั้นในการนำเอาเหล็กซึ่งมีคุณสมบัติในการรับแรงอัดแระแรงดึงสูง ทั้งยังมี สัมประสิทธิ์ในการยึดหดตัวเท่าๆ กับคอนกรีตมาใช้ร่วมกัน จึงเหมาะต่อการนำเอามาออกแบบเพราะจะทำให้ได้โครงสร้างที่แข็งแรง ทั้งนี้เนื่องจากการที่วัสดุทั้งสองช่วยกันรับและถ่ายแรงร่วมกัน
กล่าวคือ เหล็กจะทำหน้าที่ในการรับแรงดึง (โดยทั่วไปให้พิจารณาเฉพาะความสามารถในการรับแรงดึง) ขณะที่คอนกรีตจะทำหน้าที่ในการรับแรงอัด ก็จะทำให้คอนกรีตที่ใช้เหล็กเสริม หรือที่นิยมเรียกกันโดยทั่วไปว่า คอนกรีตเสริมเหล็ก (reinforced concrete) สามารถรับแรงต่างๆ ที่เกิดขึ้นได้ดี หรือมีความแข็งแรงเพิ่มมากขึ้นนั่นเอง การเสริมเหล็กในจุดที่เกิดแรงเฉือน อาทิเช่น เหล็กคอม้า (bent up bar) หรือเหล็กปลอก (stirrup) ก็สามารถป้องกันอันตรายที่จะเกิดขึ้นกับโครงสร้างได้ นอกจากนั้นการใช้เหล็กเสริม ยังสามารถช่วยลดขนาดของเสาหรือคานลงได้ โดยไม่ทำให้ความแข็งแรงลดลงแต่อย่างใด ถ้าขนาดที่ใช้เหมาะสม เหล็กเสริมที่ถูกดัดงอในลักษณะต่างๆ ตามวัตถุประสงค์ของการนำไปใช้
สำหรับงานคอนกรีตที่ต้องการเหล็กเสริม ในการกำหนด ชนิด ปริมาณ และตำแหน่งของเหล็กเสริมจะขึ้นอยู่กับการออกแบบของวิศวกร ผู้ทำการก่อสร้างจะต้องทำตามข้อกำหนด และรูปแบบที่วิศวกรกำหนดมาให้ การเปลี่ยนแปลงใดๆ ก็ตามโดยมิได้รับความเห็นชอบจากวิศวกรผู้ออกแบบ จะเป็นอันตรายอย่างยิ่งเพราะอาจจะทำให้เกิดการสูญเสียทั้งกับชีวิตและทรัพย์สินขึ้นได้
เหล็กเสริม
เหล็กเสริมที่นิยมนำมาใช้กับงานคอนกรีตเสริมเหล็ก จะเป็นเหล็กกล้าผสม (mild steel) จำแนกออกได้เป็น 5 ชนิดได้แก่
เหล็กเส้นกลม คือ เหล็กเส้นที่มีพื้นที่ภาคตัดขวางเป็นรูปกลม มีผิวเรียบเกลี้ยง เหล็กเส้นกลมตามมาตรฐาน มอก. 20-2527 ทำจากเหล็กแท่งเล็ก (billet) เหล็กเส้นใหญ่ (bloom) หรือ เหล็กแท่งหล่อ (ingot) โดยตรง ด้วยกรรมวิธีรีดร้อนโดยไม่เคยมีการแปรรูปเป็นผลิตภัณฑ์อย่างอื่นมาก่อน มีขนาด 6, 9, 12, 15, 19, 22, 25, 28 และ 34 มิลลิเมตร ความยาว 10 หรือ 12 เมตร มีชั้นคุณภาพเดียว ใช้สัญลักษณ์ SR 24 ชื่อขนาดใช้สัญลักษณ์ RB แล้วตามด้วยขนาดเส้นผ่านศูนย์กลางของเหล็กเส้นนั้นๆ
เหล็กทุกเส้นจะต้องมีชื่อหรือเครื่องหมายการค้าของผู้ผลิตและชื่อขนาดหล่อเป็นตัวนูนติดกับผิวเหล็ก ชื่อหรือเครื่องหมายการค้าของผู้ผลิตจะต้องห่างจากชื่อ ขนาดไม่น้อยกว่า 50 มิลลิเมตร ตัวอย่างเช่น เหล็กเส้นกลมขนาด 12 มิลลิเมตร ของบริษัทเหล็กสยาม จำกัด ดังนั้น เหล็กเส้นกลมขนาดนี้ทุกเส้นจะมีตัวอักษรว่า บลส. ตราช้าง และ RB 12 หล่อเป็นตัวนูนติดกับผิวของเหล็กเส้นทุกเส้น เหล็กเส้นชนิดนี้นิยมใช้กันมากที่สุดกับงานก่อสร้างขนาดเล็กและขนาดกลาง
เหล็กรีดซ้ำ (Re-rolled Round Bar)
เหล็กเส้นกลมอีกชนิดหนึ่ง ที่ถูกนำมาใช้กับงานก่อสร้างขนาดเล็ก และขนาดกลางด้วยเช่นกัน ก็คือ เหล็กรีดซ้ำ เหล็กเส้นกลมชนิดนี้ ตามมาตรฐาน มอก. 211-2527 ทำจากเศษเหล็กที่ได้จากเข็มพืด (sheet pile) เหล็กแผ่นต่อเรือ (ship plate) เหล็กโครงสร้างรูปพรรณ หรือเหล็กที่คัดออกระหว่างการทำผลิตภัณฑ์ต่างๆ แล้วนำมารีดเป็นเส้นกลมด้วยกรรมวิธีรีดร้อน มีขนาด 6, 8, 9, 10, 12 และ 15 มิลลิเมตร ความยาว 10 หรือ 12 เมตร มีชั้นคุณภาพเดียว ใช้สัญลักษณ์ SRR 24 ชื่อขนาดใช้สัญลักษณ์ R แล้วตามด้วยขนาดเส้นผ่านศูนย์กลางของเหล็กเส้นนั้นๆ เหล็กทุกเส้นจะมีชื่อ หรือเครื่องหมายการค้าของผู้ผลิตและชื่อขนาด หล่อเป็นตัวนูนติดกับผิวเหล็กเช่นเดียวกับเหล็กเส้นกลมด้วยเช่นกัน
เหล็กข้ออ้อย คือ เหล็กเส้นที่มีพื้นที่ภาคตัดขวางเป็นรูปกลม มีบั้ง (transverse ribs) และอาจมีครีบ (longitudinal ribs) ที่ผิว เพื่อเสริมกำลังยึดระหว่างเหล็กเส้นกับเนื้อคอนกรีต เหล็กข้ออ้อยตามมาตรฐาน มอก. 24-2527 ทำจากเหล็กชนิดเดียวกัน และด้วยกรรมวิธีเดียวกันกับเหล็กเส้นกลม มีขนาด 10, 12, 16, 20, 22, 25, 28 และ 32 มิลลิเมตร ความยาว 10 หรือ 12 เมตร มี 3 ชั้นคุณภาพ ใช้สัญลักษณ์ SD 30, SD 40 และ SD 50 ชื่อขนาดใช้สัญลักษณ์ DB แล้วตามด้วยขนาดเส้นผ่านศูนย์กลางของเหล็กเส้นนั้นๆ เหล็กทุกเส้นจะมีชื่อเรียกหรือเครื่องหมายการค้าของผู้ผลิตและชื่อขนาด หล่อเป็นตัวนูนติดกับผิวเหล็กเช่นเดียวกับเหล็กเส้นกลม และเหล็กรีดซ้ำ เหล็กเส้นชนิดนี้เนื่องจากให้แรงยึดเหนี่ยวระหว่างเหล็กกับเนื้อคอนกรีตได้ดีกว่า 2 แบบแรก จึงนิยมนำไปใช้กับงานก่อสร้างที่ต้องการความแข็งแรงเป็นพิเศษ
Cr: http://www.thecontender-movie.com

โดย admin_sale | พ.ค. 29, 2017 | ข่าวอุตสาหกรรมเหล็ก
สหรัฐชี้อุตสาหกรรมเหล็กถูกกระทบจากเหล็กนำเข้า 8 ประเทศ เล็งเก็บภาษี AD ตอบโต้
คณะกรรมาธิการการค้าระหว่างประเทศของสหรัฐ (ITC) ระบุว่า การนำเข้าผลิตภัณฑ์เหล็กจากญี่ปุ่นและประเทศอื่นๆอีก 7 ประเทศ และจำหน่ายในสหรัฐในราคาที่ไม่เป็นธรรมนั้น ได้สร้างความเสียหายต่ออุตสาหกรรมเหล็กของสหรัฐ ซึ่งรัฐบาลสหรัฐจะออกมาตรการจัดเก็บภาษีต่อต้านการทุ่มตลาด (AD) ต่อผลิตภัณฑ์เหล็กเหล่านี้
ถ้อยแถลงของ ITC ถือเป็นการยืนยันข้อมูลของกระทรวงพาณิชย์สหรัฐที่ระบุไว้เมื่อเดือนมี.ค.เกี่ยวกับการนำเข้าคาร์บอนและแผ่นเหล็กอัลลอยด์จากออสเตรีย เบลเยียม ฝรั่งเศส เยอรมนี อิตาลี เกาหลีใต้ ไต้หวัน และญี่ปุ่น
ทั้งนี้ คณะกรรมการ ITC ระบุว่า รัฐบาลเกาหลีใต้ได้อุดหนุนอุตสาหกรรมการส่งออกเหล็กไปยังสหรัฐ และสหรัฐจะออกมาตรการเก็บภาษี AD ผลิตภัณฑ์เหล็กนำเข้าจากเกาหลีใต้
ส่วนภาษี AD ที่ทางการสหรัฐจะเรียกเก็บจากบริษัทผลิตเหล็กของญี่ปุ่นนั้น ครอบคลุมถึงการเก็บภาษีจากบริษัทเจเอฟอี สตีล คอร์ป ในอัตรา 48.67% และเก็บจากบริษัทโตเกียว สตีล แมนูแฟคเจอริง ในอัตรา 14.79%
ในปี 2558 สหรัฐได้นำเข้าคาร์บอนและแผ่นเหล็กอัลลอยด์จากเกาหลีใต้ 300,000 ตัน, เยอรมนี 224,900 ตัน, ฝรั่งเศส 207,000 ตัน และ ญี่ปุ่น 71,200 ตัน
สำนักข่าวเกียวโดรายงานว่า ประธานาธิบดีโดนัลด์ ทรัมป์ แห่งสหรัฐ ให้คำมั่นว่าจะเดินหน้าจัดการกับการค้าที่ไม่เป็นธรรมของบรรดาประเทศคู่ค้าของสหรัฐ และจะปรับลดยอดขาดดุลการค้าของสหรัฐ
Cr : http://www.ryt9.com

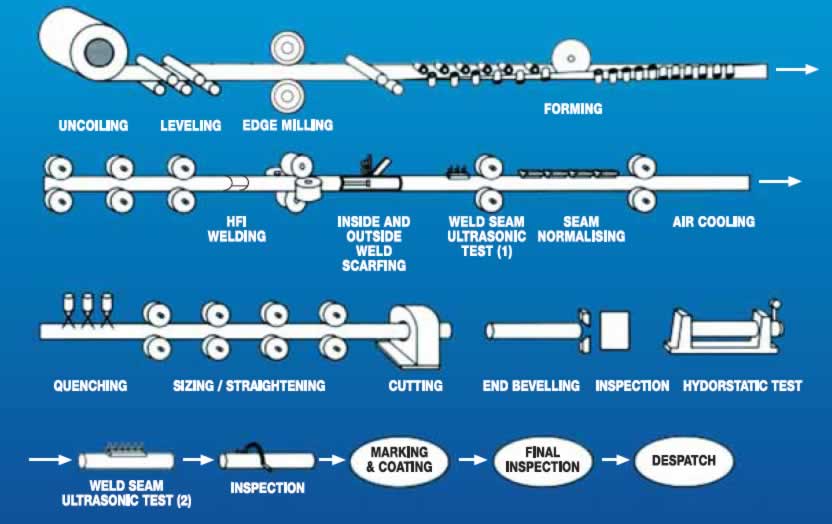 ท่อมีตะเข็บ เป็นท่อที่เหมาะกับแรงดันที่ไม่สูงนัก เช่น เป็นท่อปล่อยน้ำทิ้ง ท่อปล่อยลมไหลผ่าน ท่อน้ำประปา สาเหตุที่ไม่เหมาะกับงานที่ต้องทนแรงดันสูง เพราะกรรมวิธีการผลิต การเชื่อมรอยต่อให้ติดกันกลายเป็นท่อ มีโอกาสที่จะเกิดรอยแตกตรงส่วนรอยต่อได้ท่อชนิดนี้มีกรรมวิธีการผลิตคร่าวๆ คือ การนำแผ่นคอยล์มาคลี่ออก จากนั้นก็นำมาม้วน ซึ่งการม้วนก็จะมีทั้งวิธีการม้วนตามแนวยาว หรือม้วนแบบ Spiral จากนั้นก็เชื่อมตรงรอยต่อ และตัดตามความยาวตามที่เราต้องการ อย่างไรก็ตามท่อมีตะเข็บ ก็ยังสามารถแบ่งประเภทได้อีก ตามวิธีการเชื่อมตะเข็บ ดังต่อไปนี้– Electric Resistance Welding (ERW) เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บหลอมละลายด้วยความร้อนที่เกิดจากกระแสไฟฟ้า โดยไม่มีการอาร์ค (arc) กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นจะค่อยๆม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง ผ่านลูกรีดหลายแท่นโดยไม่ต้องใช้ความร้อน (cold forming) แล้วทำการผ่านกระแสไฟฟ้าตกคร่อมระหว่างขอบทั้งสองของตะเข็บ ความต้านทานต่อกระแสไฟฟ้าจะทำให้ขอบของเหล็กร้อนแดงที่อุณหภูมิระหว่าง 1200 °C ถึง 1400°C (2200°F ถึง 2600°F) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)– Butt Weldng (FBW) หรือ Hot Pressure Welding เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บร้อนแดงด้วยความร้อนจากเตาเผา กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นป้อนแผ่นเหล็กผ่านเตาเพื่อทำการให้ความร้อน โดยแผ่นเหล็กจะได้รับความร้อนทั่วทั้งแผ่น แต่ด้วยเทคนิคการจัดเรียงหัวเผาในเตา จัดให้บริเวณขอบแผ่นเหล็กร้อนที่สุด จากนั้นค่อยๆ ม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง โดยผ่านลูกรีดหลายแท่น (hot forming) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)– Electric Fusino Welding (EFW) เป็นกระบวนการเชื่อมที่ใช้กระแสไฟฟ้าในการอาร์คบริเวณแนวเชื่อมให้หลอมละลายติดกัน โดยอาจใช้ลวดเชื่อม (filler metal) หรือไม่ใช้ก็ได้โดยทั่วๆไป ท่อเหล็กมีตะเข็บ หรือท่อสแตนเลสมีตะเข็บที่เราพบเจอ จะผลิตด้วยวิธีการ ERW
ท่อมีตะเข็บ เป็นท่อที่เหมาะกับแรงดันที่ไม่สูงนัก เช่น เป็นท่อปล่อยน้ำทิ้ง ท่อปล่อยลมไหลผ่าน ท่อน้ำประปา สาเหตุที่ไม่เหมาะกับงานที่ต้องทนแรงดันสูง เพราะกรรมวิธีการผลิต การเชื่อมรอยต่อให้ติดกันกลายเป็นท่อ มีโอกาสที่จะเกิดรอยแตกตรงส่วนรอยต่อได้ท่อชนิดนี้มีกรรมวิธีการผลิตคร่าวๆ คือ การนำแผ่นคอยล์มาคลี่ออก จากนั้นก็นำมาม้วน ซึ่งการม้วนก็จะมีทั้งวิธีการม้วนตามแนวยาว หรือม้วนแบบ Spiral จากนั้นก็เชื่อมตรงรอยต่อ และตัดตามความยาวตามที่เราต้องการ อย่างไรก็ตามท่อมีตะเข็บ ก็ยังสามารถแบ่งประเภทได้อีก ตามวิธีการเชื่อมตะเข็บ ดังต่อไปนี้– Electric Resistance Welding (ERW) เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บหลอมละลายด้วยความร้อนที่เกิดจากกระแสไฟฟ้า โดยไม่มีการอาร์ค (arc) กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นจะค่อยๆม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง ผ่านลูกรีดหลายแท่นโดยไม่ต้องใช้ความร้อน (cold forming) แล้วทำการผ่านกระแสไฟฟ้าตกคร่อมระหว่างขอบทั้งสองของตะเข็บ ความต้านทานต่อกระแสไฟฟ้าจะทำให้ขอบของเหล็กร้อนแดงที่อุณหภูมิระหว่าง 1200 °C ถึง 1400°C (2200°F ถึง 2600°F) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)– Butt Weldng (FBW) หรือ Hot Pressure Welding เป็นวิธีการเชื่อมโดยอาศัยแรงอัด (pressing) ในขณะที่ตะเข็บร้อนแดงด้วยความร้อนจากเตาเผา กรรมวิธีผลิตเริ่มต้นด้วยการคลี่เหล็กแผ่นออกจากคอยล์ จากนั้นป้อนแผ่นเหล็กผ่านเตาเพื่อทำการให้ความร้อน โดยแผ่นเหล็กจะได้รับความร้อนทั่วทั้งแผ่น แต่ด้วยเทคนิคการจัดเรียงหัวเผาในเตา จัดให้บริเวณขอบแผ่นเหล็กร้อนที่สุด จากนั้นค่อยๆ ม้วนเหล็กแผ่นให้เป็นรูปทรงกระบอกอย่างต่อเนื่อง โดยผ่านลูกรีดหลายแท่น (hot forming) แล้วจึงกดอัดให้ตะเข็บติดกัน ท่อที่ผลิตด้วยวิธีนี้จะมีตะเข็บตรง (Longitudinal welded seam)– Electric Fusino Welding (EFW) เป็นกระบวนการเชื่อมที่ใช้กระแสไฟฟ้าในการอาร์คบริเวณแนวเชื่อมให้หลอมละลายติดกัน โดยอาจใช้ลวดเชื่อม (filler metal) หรือไม่ใช้ก็ได้โดยทั่วๆไป ท่อเหล็กมีตะเข็บ หรือท่อสแตนเลสมีตะเข็บที่เราพบเจอ จะผลิตด้วยวิธีการ ERW ท่อเหล็กไม่มีตะเข็บ (ท่อเหล็กไร้ตะเข็บ, Seamless Pipe, SMLS Pipe) เหมาะกับงานที่ต้องรับแรงดันสูง เช่นงานน้ำมัน งานแก็ส เพราะเป็นงานที่ต้องอาศัยความปลอดภัยมาก ท่อจะแตกไม่ได้ กรรมวิธีในการผลิตท่อเหล็กไม่มีตะเข็บโดยคร่าวๆ คือ การนำเพลาตันไปหลอมให้ร้อน จากนั้นก็เจาะทะลุเพลาตันให้เป็นรูกลวงไป เราก็จะได้ท่อเหล็กไม่มีตะเข็บ
ท่อเหล็กไม่มีตะเข็บ (ท่อเหล็กไร้ตะเข็บ, Seamless Pipe, SMLS Pipe) เหมาะกับงานที่ต้องรับแรงดันสูง เช่นงานน้ำมัน งานแก็ส เพราะเป็นงานที่ต้องอาศัยความปลอดภัยมาก ท่อจะแตกไม่ได้ กรรมวิธีในการผลิตท่อเหล็กไม่มีตะเข็บโดยคร่าวๆ คือ การนำเพลาตันไปหลอมให้ร้อน จากนั้นก็เจาะทะลุเพลาตันให้เป็นรูกลวงไป เราก็จะได้ท่อเหล็กไม่มีตะเข็บ