โดย saweang ต.ค. 31, 2019 | บทความเกี่ยวกับเหล็ก
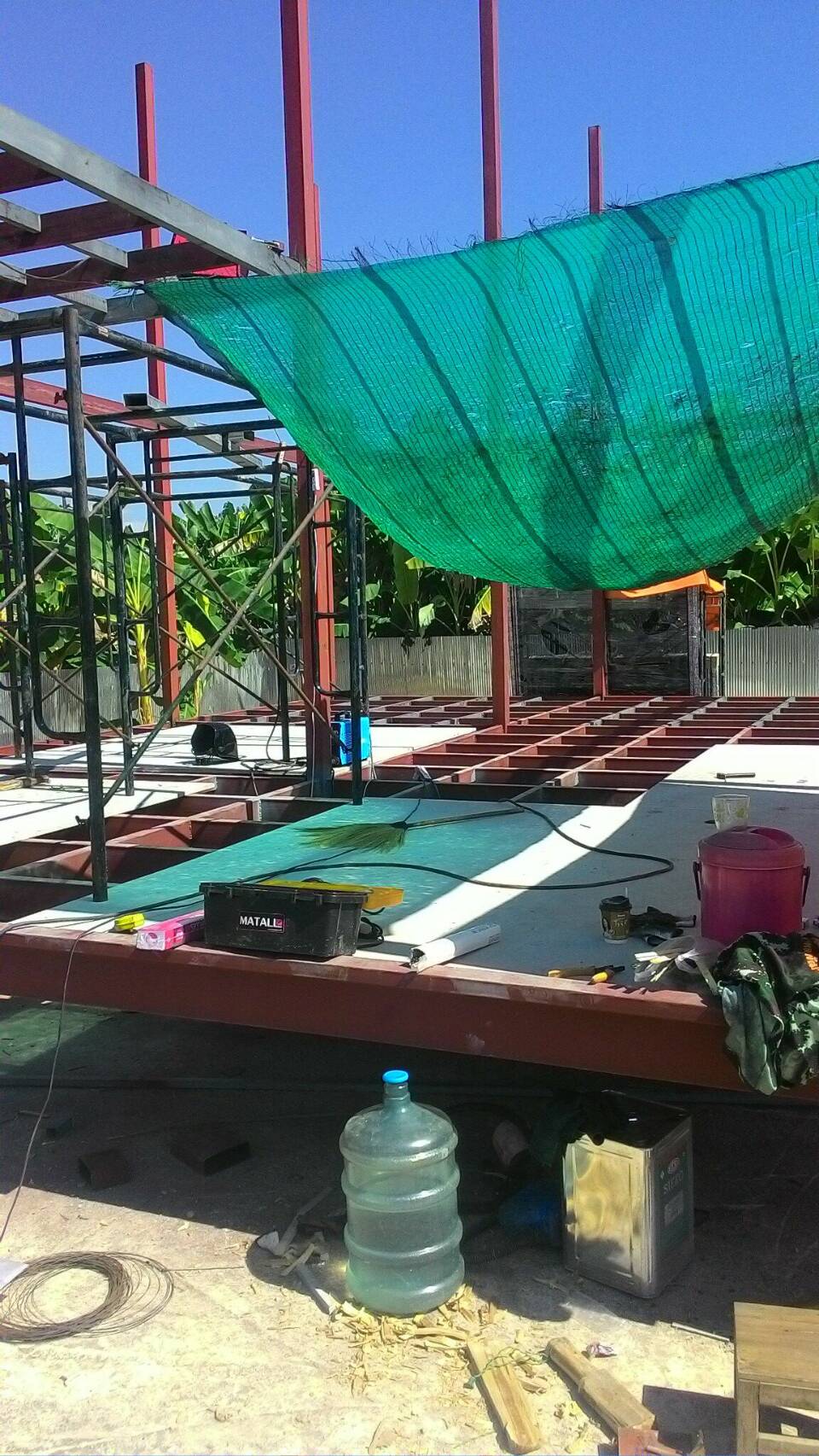
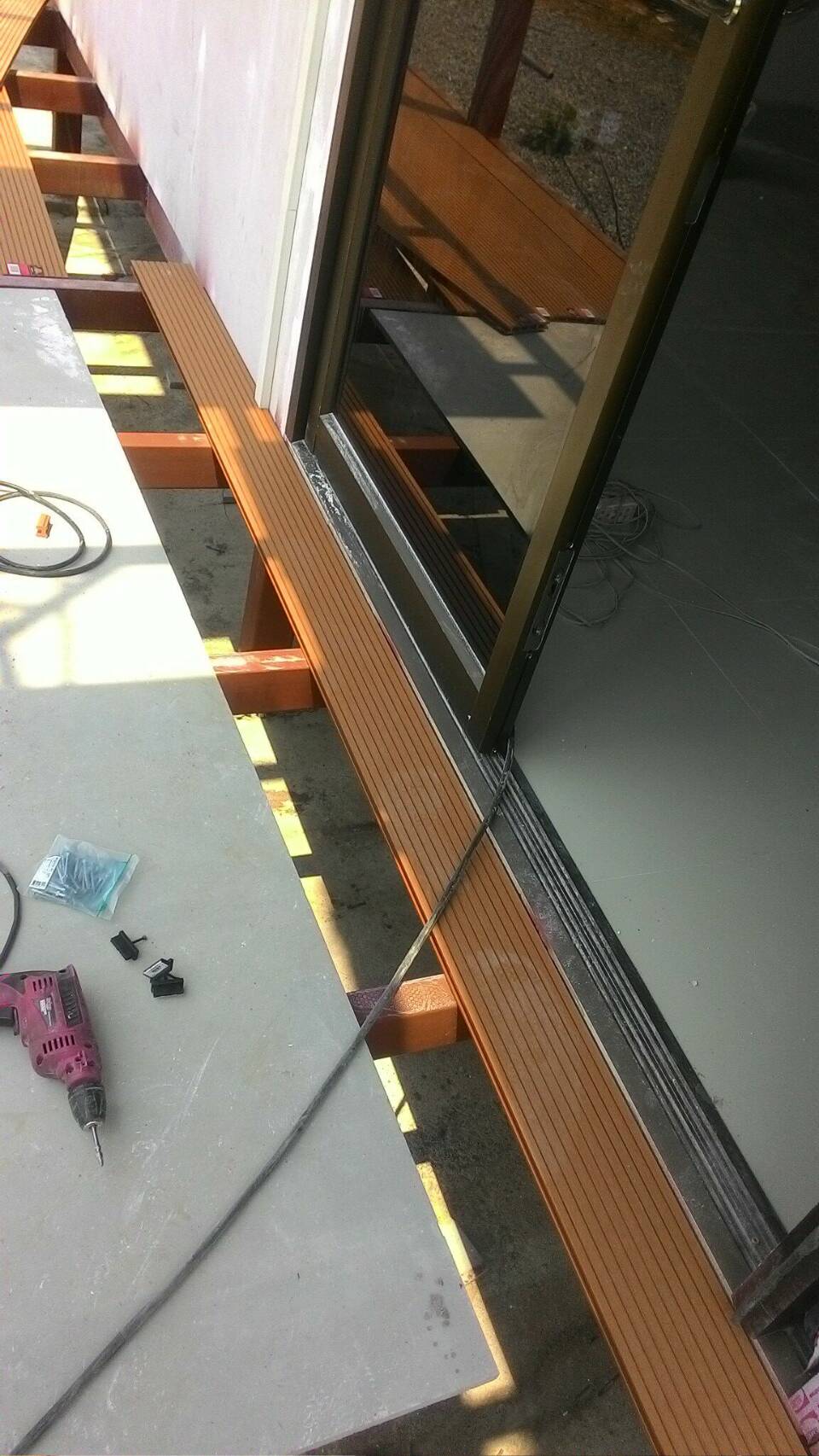
วีวิวการสร้างบ้านด้วยตัวเอง จากกระทู้พันทิป ด้วยงบประมาณ 5 แสนบาท ด้วยโครงสร้างเหล็กกล่อง
เหนื่อยเหมือนกันนะครับ สร้างบ้านเองเนี่ย จ้างลูกน้องคนเดียว เอ้ามาดูกัน รูปเยอะครับ ด้วยประสบการณ์ช่างไฟฟ้าสมัยก่อน จึงได้เรียนรู้วิชาช่างก่อสร้างต่างๆไปในตัว ประมาณว่า จับมาแทบทุกอย่าง และก็มาถึงเวลาที่จะสร้างบ้านเป็นของตัวเองสักที เช่าบ้านคนอื่นอยู่มานานละ เริ่มกันเลยที่ หาชื้อเครื่องมือช่าง
ออกแบบตัวบ้าน งานนี้ โครงสร้างเหล็ก ทั้งหมดครับ ไม่มีงานปูนงานไม้ เสียเวลา
ทีนี้ก็มาถึงการปรับพื้นที่และเทพื้นล่ะครับ ส่วนนี้ ให้ช่างปูนมาเหมาครับ
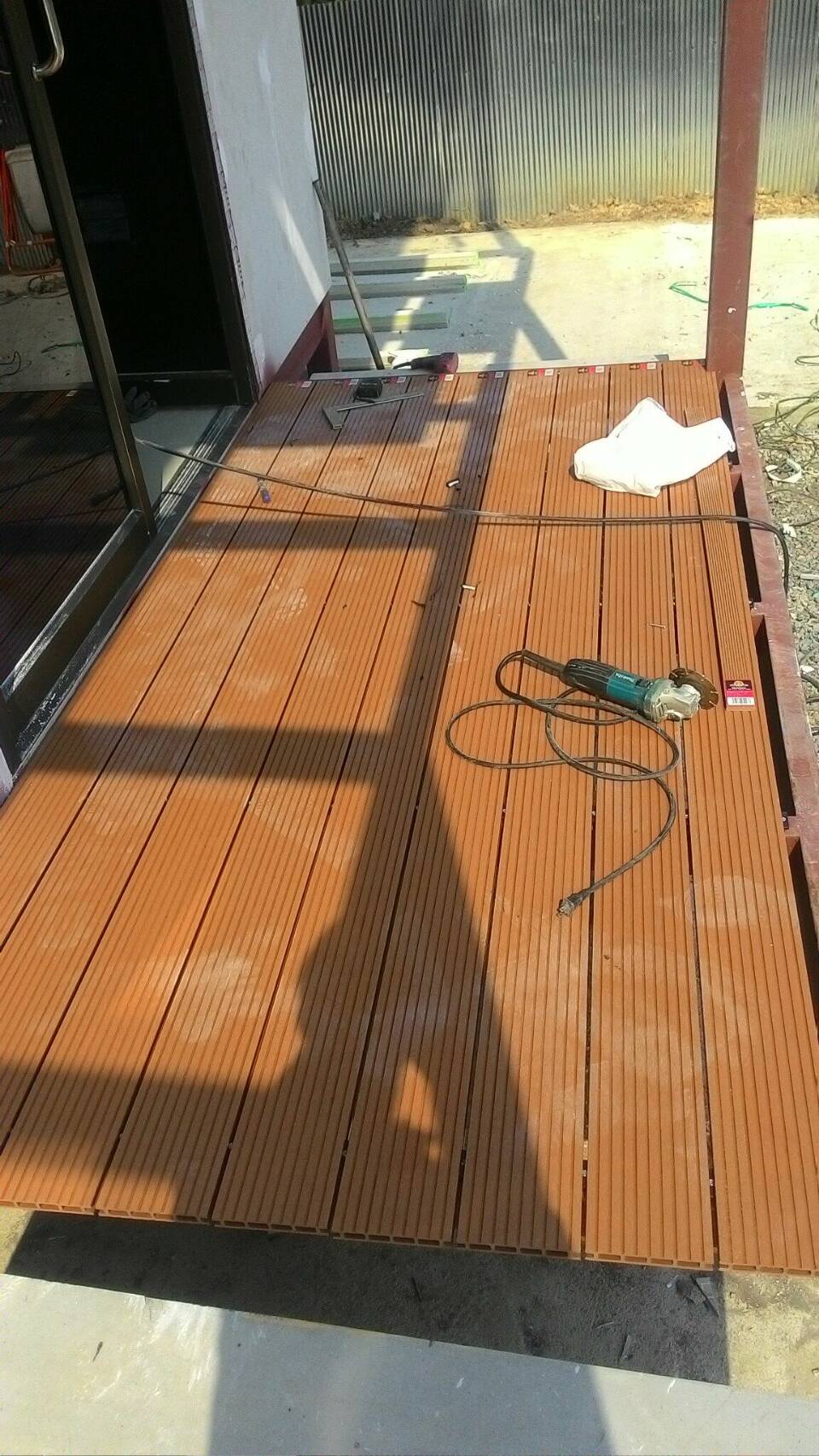
เริ่มคานชั้นล่างเลยครับ เสื้อชมพูนั่น ผมเองครับ อีกคนคือลูกมือ
ขึ้นชั้นบนกันครับ
ย้ายแอร์จากบ้านเช่า
ทำบุญกันหน่อย เอาฤกษ์
อย่างว่า งบน้อย ก็ตามสภาพของเรากันไป อย่างน้อย ก็มีบ้านเป็นของตัวเองแล้ว สบายใจครับ
ขอบคุณข้อมูลจากเว็บไซต์ pantip.com/topic/36404826
โดย saweang ต.ค. 30, 2019 | บทความเกี่ยวกับเหล็ก
สนิมเกิดจาก 1 ใน 3 ประการนี้
1. กระบวนการที่เกี่ยวข้อง
ไม่ว่าจะเป็นขั้นตอนในการทำความสะอาดกระบวนการผลิต เช่น การทำงานที่ต้องผ่านทั้งความเย็น ความร้อน การตัดโลหะ ล้วนเป็นส่วนสำคัญของการเกิดสนิมทั้งสิ้น ปัญหาดังกล่าวมักเกิดขึ้นภายในโรงงานผลิต ก่อนที่จะมีการบรรจุหรือส่งออก ดังนั้นการควบคุมกระบวนการผลิตเป็นสิ่งสำคัญในการป้องกันสนิม
2. บรรจุภัณฑ์ที่ห่อหุ้ม
ประเภทของบรรจุภัณฑ์ที่ใช้บรรจุชิ้นส่วนโลหะมีความสำคัญ เช่น กระดาษลูกฟูกสามารถเก็บความชื้น ทำให้เกิดสนิมได้ บางครั้งการแก้ไขปัญหาสนิมในบางบริษัท อาจมองว่าการใช้บรรจุภัณฑ์เพิ่มขึ้น จะช่วยลดการเกิดสนิม ซึ่งในความเป็นจริงแล้ว ยิ่งบรรจุภัณฑ์ยิ่งเพิ่ม ก็ยิ่งมีส่วนให้เกิดปัญหาสนิมมากขึ้นด้วยเช่นกัน ดังนั้นเราควรเลือกใช้บรรจุภัณฑ์ที่เหมาะสมกับชิ้นงาน เพื่อลดต้นทุนที่จะเกิดขึ้น
3. สิ่งแวดล้อม
ในขณะที่สภาพอากาศเป็นปัจจัยที่ชัดเจนที่สุด อุณหภูมิความชื้น หรือแม้กระทั่งสารปนเปื้อนในอากาศ ก็มีผลต่อการเกิดสนิมทั้งสิ้น
การรู้จักชนิดของสนิมช่วยบอกสาเหตุที่ทำให้เกิดสนิมได้
ลำดับแรกเราต้องมารู้จักสนิม (rust) กันก่อน
สนิมเป็นโลหะส่วนที่มีการเปลี่ยนสภาพไปจากเดิม เนื่องจากได้รับปฎิกิริยาเคมี ที่มีอากาศ น้ำ หรือความร้อน ซึ่งเป็นตัวการสำคัญที่ทำให้คุณสมบัติของโลหะแตกต่างไปจากเดิม เช่น สีเปลี่ยนไป ความแข็งแรงของโลหะลดลง ทำให้เกิดการผุกร่อน เป็นต้น
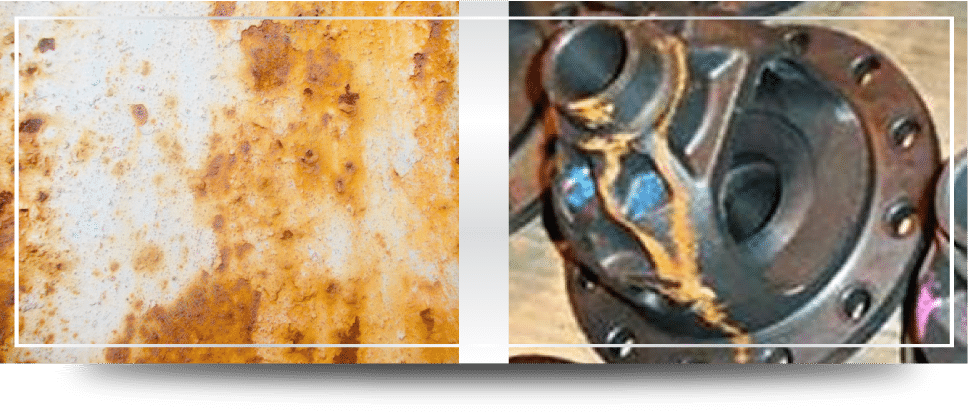
สนิมสีแดง (ปริมาณออกซิเจนสูง+น้ำสูง)
เกิดจากการที่โลหะ เกิดปฎิกิริยาเคมีกับน้ำ (ปฎิกิริยาออกซิเดชั่น) เหล็กจะสูญเสียอิเล็กตรอนและไปรวมตัวกับออกซิเจน เกิดเป็นเหล็กออกไซด์ที่มีสีแดง อาจรวมกับสารปนเปื้อนจากชั้นบรรยากาศ ซึ่งจะเกาะอยู่บนพื้นผิวของโลหะ โดยการกระทำหลักๆ เกิดจากออกซิเจนในน้ำ และในชั้นบรรยากาศ สนิมสีแดงมีการกัดกร่อนสม่ำเสมอ และเป็นสนิมที่อ่อนตัวมาก จึงสามารถหลุดออกง่ายกว่าสนิมชนิดอื่นๆ
สนิมสีเหลือง (ปริมาณความชื้นสูง)
เกิดจากเหล็กออกไซด์ที่สามารถละลายได้ (solvated rust) เป็นผลทำให้เกิดสนิมสีเหลือง สามารถพบเจอบริเวณที่มีน้ำเดือดพลุกพล่าน อาจพบได้ไม่บ่อยนัก สนิมสีเหลืองเป็นผลมาจากความชื้นที่สูงมาก
สนิมสีน้ำตาล (ปริมาณออกซิเจนสูง+ความชื้นต่ำ)
บริเวณที่มีออกซิเจนสูง และมีความชื้นต่ำ จะทำให้เกิดสนิมสีน้ำตาล สนิมสีน้ำตาลเป็นสนิมแห้งกว่าสนิมที่กล่าวมาทั้งหมด เกิดขึ้นมากในบรรยากาศที่มีน้ำและออกซิเจน มีลักษณะเป็นเปลือกสีน้ำตาลแดงบนพื้นผิวของโลหะ สนิมสีน้ำตาลบางครั้งก็เป็นสนิมที่ปรากฏเป็นจุดไม่สม่ำเสมอ หรือเกิดเฉพาะที่ อาจเป็นผลของการปนเปื้อนบนพื้นผิวของโลหะที่มักมาจากกระบวนการผลิต
สนิมสีดำ (ออกซิเจนถูกจำกัด)
สนิมจากเหล็กที่มีออกซิเจนและความชื้นต่ำ ทำให้เกิดสนิมสีดำ ซึ่งเป็นผลมาจากการออกซิเดชันในสภาพแวดล้อม
ขอบคุณข้อมูลจากเว็บไซต์wealthyshine.com/
โดย saweang ต.ค. 30, 2019 | บทความเกี่ยวกับเหล็ก
หากจะพูดถึงปัญหาหลักๆ ของงานโครงเหล็ก ทุกอย่าง คงหนีไปพ้นเรื่องการเกิดสนิม สนิมกินรั้วหรือวัสดุที่เป็นเหล็ก ถือเป็นเรื่องอมตะทุกยุคทุกสมัยของเหล็ก แม้ว่าจะทาสีที่มีสารป้องกันสนิมไว้แล้วก็ตาม แต่เมื่อผ่านกาลเวลาเมื่อสีลอกหรือหลุดร่อนก็ถึงคราวของสนิมที่จะมาเกาะกิน ดังนั้นเมื่อใดที่เราสังเกตเห็นสนิมแล้วละก็ ให้รีบกำจัดออกไปเสีย ก่อนที่เจ้าสนิมจะกัดกินไปเรื่อยๆ จดหมดผุกร่อน หมดสภาพ
เหล็กรูปพรรณในบ้านเราในรูปแบบต่างๆ มีให้ทางผู้บริโภคได้เลือกใช้ตามความเหมาะสม ซึ่งมีทั้งเหล็กที่ผลิตในไทย และที่ผลิตจากเมืองนอกตามค่าของใบเซอร์ต่างๆ ที่มี ไม่ว่าจะเป็นมาตรฐานญี่ปุ่น JIS หรือมาตรฐานอเมริกา ASTM ส่วนมาตรฐานของไทยคือ มอก.
ซึ่งเหล็กต่างๆ จะมีการผสมที่แตกต่างกันเพื่อการใช้งานที่แตกต่างกัน แต่ที่จะพูดถึงนี้ก็คือ การยืดอายุการใช้งานของเหล็ก กล่าวคือ
ทาสีกันสนิมพลายเมอร์เรทออกไซด์ จะเป็นสีกันสนิมสีแดงและสีเทาที่เราพบเห็นกันได้บ่อยในบ้านเรา ซึ่งกรรมวิธีในการทำก็คือจะเอามาผสมกับส่วนผสมต่างๆ เช่น ทินเนอร์ หรือน้ำมันสน (ข้อควรระวัง : หากใช้สีกันสนิมชนิดใดชนิดหนึ่ง ควรเลือกใช้ทั้งสีกันสนิมและสีจริง ไม่เช่นนั้นอาจจะเกิดปฏิกิริยาทางเคมีเหมือนหนังเหี่ยวย่นได้ ทำให้เกิดความไม่สวยงามและส่งงานไม่ผ่านกับลูกค้า)
ซึ่งเหล็กต่างๆ จะมีการผสมที่แตกต่างกันเพื่อการใช้งานที่แตกต่างกัน แต่ที่จะพูดถึงนี้ก็คือ การยืดอายุการใช้งานของเหล็ก กล่าวคือ
เราใช้สีกันสนิม คุณภาพสูงยิ่ง ทาสีกันสนิม พลายเมอร์เรทออกไซด์ จะเป็นสีกันสนิมสีแดงและสีเทาที่เราพบเห็นกันได้บ่อยในบ้านเรา ซึ่งกรรมวิธีในการทำก็คือจะเอามาผสมกับส่วนผสมต่างๆ เช่น ทินเนอร์ หรือน้ำมันสน (ข้อควรระวัง : หากใช้สีกันสนิมชนิดใดชนิดหนึ่ง ควรเลือกใช้ทั้งสีกันสนิมและสีจริง ไม่เช่นนั้นอาจจะเกิดปฏิกิริยาทางเคมีเหมือนหนังเหี่ยวย่นได้ ทำให้เกิดความไม่สวยงามและส่งงานไม่ผ่านกับลูกค้า)
เราใช้อัตราส่วนที่เหมาะสม อย่างชำนาญกว่า เช็คดูส่วนผสมข้างกระป๋องทั้งสีและน้ำมัน ว่าควรจะใช้เพื่อให้เข้ากันในอัตราส่วนเท่าไหร่บ้าง จากนั้นเราจะมีวัสดุที่ใช้ในการกระทำลงบนชิ้นงาน ซึ่งมีอยู่สองอย่างที่นิยมใช้ในบ้านเรา คือ การพ่นโดยใช้กา ซึ่งอาจจะใช้เครื่องหรือใช้คนก็ได้เช่นกัน
การทาสีอย่างมืออาชีพ ไม่เกิดปัญหาตามมา การทาโดยใช้แปลงหรือลูกกลิ้งทาสี เป็นวิธีนึงที่ได้รับความนิยมอย่างมาก ซึ่งจะต้องมีทักษะฝีมือในการทำงานทั้งสองขั้นตอนนี้
ในอะไหล่ Australian Style ทางบริษัทเราใช้เพลาและฉากรับม้วนเคลือบด้วยกัลวาไนซ์อย่างดี ซึ่งทนต่อการเกิดสนิทได้มากกว่า สนิมนั้นเกิดขึ้นง่ายแต่ก็ดูแลไม่ยากที่จะป้องกันไม่ให้เกิดสนิม คุณผู้อ่านอาจจะนำไปใช้ประโยชน์กับตัวเองได้จริง ทั้งเจ้าของบ้านที่มีรั้วเหล็ก หรืออุปกรณ์ที่เกิดสนิม ก็สามารถลองนำไปใช้งานดูได้นะครับ
ขอบคุณข้อมูลจากเว็บไซต์https://.dusitshutter.com/
โดย saweang มิ.ย. 12, 2018 | บทความเกี่ยวกับเหล็ก
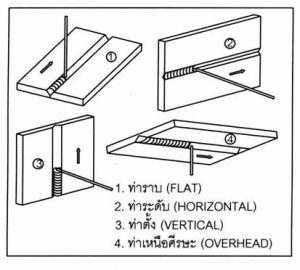
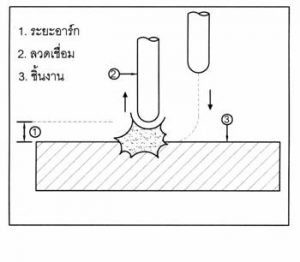
กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ เป็นกรรมวิธีที่อาศัยการอาร์ก ระหว่างปลายลวดเชื่อมกับชิ้นงานหลอมเป็นแนวเชื่อมได้อย่างต่อเนื่องและสมบูรณ์ จะต้องใช้ทักษะจากช่างเชื่อมในการปฏิบัติงาน จึงจำเป็นอย่างยิ่งที่ช่างเชื่อมหรือผู้ปฏิบัติงาน จำเป็นต้องรู้ถึงเทคนิค ต่าง ๆ ในการปฏิบัติงานดังนี้
2.1.2.4 ปฏิบัติตามขั้นตอนอย่างต่อเนื่องและหลายครั้งจนเกิดความชำนาญ
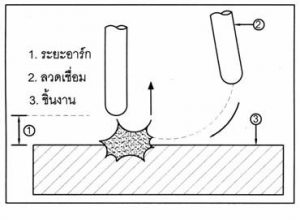
รูปที่ 130 แสดงถึงวิธีการเริ่มต้นอาร์กแบบเคาะ
2.1.2 วิธีขีด (Scratching) หรือวิธีเขี่ยลวดเชื่อม ซึ่งมีวิธีการปฏิบัติดังนี้
รูปที่ 131 แสดงถึงวิธีการเริ่มต้นอาร์กแบบขีด
2.2 การเริ่มต้นและสิ้นสุดแนวเชื่อม
2.2.1 การเริ่มต้นเชื่อม ควรเตรียมงานให้สะอาด ปราศจากสิ่งต่าง ๆ เช่น จาระบี น้ำมันสนิมเพราะจะทำให้รอยเชื่อมที่ได้ไม่มีคุณภาพตามต้องการ การเริ่มต้นเชื่อมบริเวณจุด เริ่มต้นของแนวเชื่อมจะเริ่มจากการทำให้เกิดการอาร์ก เมื่อเกิดการอาร์กขึ้นแล้วให้ยกลวดเชื่อม 2 เท่าของเส้นผ่าศูนย์กลางลวดเชื่อม ทำมุมเชื่อมตามลักษณะของรอยต่อ แบบต่าง ๆ ซึ่งมุมเชื่อมจะแตกต่างกันไป หลังจากนั้นให้สร้างบ่อหลอมเหลวซึ่งจะกว้างประมาณ 1.5 – 2 เท่า ของเส้นผ่าศูนย์กลางลวดเชื่อม และต้องให้มีการซึมลึกอย่างสม่ำเสมอ
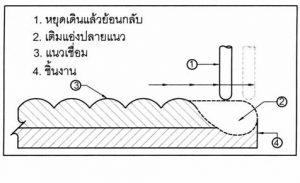
2.2.2 วีธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม เมื่อทำการเชื่อมถึงจุดสุดท้ายของแนวเชื่อมจะเป็นแอ่งโลหะปลายแนวเชื่อม (Crater) ซึ่งเป็นจุดที่มีความแข็งแรงต่ำสุดของแนวเชื่อมและเป็นจุดเริ่มต้นของการเกิดรอยร้าวขึ้นได้ จึงจำเป็นต้องเติมลวดเชื่อมที่ปลายแอ่งโลหะให้เต็ม โดยให้เดินย้อนกลับเล็กน้อย แล้วหยุดเติมแอ่งปลายแนวเชื่อมให้เต็ม ดังแสดงในรูปที่ 132
รูปที่ 132 แสดงถึงวิธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม
2.3 การต่อแนวเชื่อม ลวดเชื่อมไฟฟ้าแบบหุ้มฟลักซ์ เมื่อเชื่อมจนปลายลวดเชื่อมเหลือประมาณ 38.10 มม. จะต้องมีการเปลี่ยนลวดเชื่อมใหม่และในการเปลี่ยนลวดเชื่อมใหม่ จะต้องมีการต่อแนวเชื่อม ซึ่งจะต้องเป็นแนวเดียวกันกับแนวเดิม และจะต้องมีความแข็งแรงและมีคุณสมบัติเท่ากับแนวเดิมด้วย ซึ่งวิธีการต่อแนวเชื่อมมีวิธีการปฏิบัติดังนี้
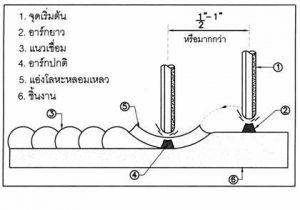
2.3.1 ในกรณีที่แอ่งปลายแนวเชื่อมยังร้อนอยู่ ให้เชื่อมต่อได้ทันที ไม่ต้องเคาะทำความสะอาด โดยให้เริ่มต้นอาร์กห่างจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½ – 1 นิ้ว ดังแสดงในรูปที่ 133 เริ่มอาร์กที่จุด A แล้วจึงถอยหลังกลับไปที่จุด B ซึ่งเป็นบ่อหลอมละลายของแนวเชื่อมเดิม (วิธีนี้ถ้าช่างเชื่อมขาดทักษะจะเกิดสแลกฝังในรอยเชื่อม)
2.3.2 ในกรณีที่แอ่งปลายแนวเชื่อมเย็นแล้ว ให้ทำความสะอาดโดยใช้ค้อนเคาะสแลก (Slag) ออกและใช้แปรงลวดขัดให้สะอาดอีกครั้งหนึ่ง หลังจากนั้นให้เริ่มต้นอาร์กห่างจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½ นิ้ว – 1 นิ้ว เช่นเดียวกับข้อ 2.3.1 ดังแสดงในรูปที่ 133 เริ่มอาร์กที่จุด A แล้วจึงถอยหลังกลับไปที่จุด B ซึ่งเป็นบ่อหลอมเหลวของ แนวเชื่อมเดิม
รูปที่ 133 แสดงวิธีการต่อแนวเชื่อม รูปที่ 136 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมท่าเหนือศีรษะ
ข้อสังเกตในการต่อแนวเชื่อม ไม่ควรเริ่มต้นอาร์กใหม่ข้างแอ่งโลหะ ปลายแนวเชื่อมเพราะจะทำให้ความร้อนไม่เพียงพอที่จะหลอมเหลวเป็นเนื้อเดียวกันของแนวเชื่อม และการเติมลวดเชื่อมตรงแนวต่อจะต้องควบคุมอย่าให้มากเกินไป เพราะจะทำให้แนวเชื่อมนูนกว่าแนวเดิมแต่ถ้าเติมลวดเชื่อมน้อยเกินไป จะทำให้แนวเชื่อมแบนและเกิดรอยแหว่ง
2.4 การเชื่อมแนวเส้นเชือก หมายถึง การเชื่อมโดยไม่ส่ายลวดเชื่อมขณะทำการเชื่อมเพียงแต่ควบคุมระยะอาร์ก มุมของลวดเชื่อม และความเร็วในการเดินลวดเชื่อมเท่านั้น ซึ่งการเชื่อมแนวเส้นเชือกนี้ โดยทั่วไปจะใช้กับการเชื่อมในท่าขนานนอน และท่าตั้งเชื่อมลง เพราะถ้าส่ายลวดเชื่อมอาจทำให้แนวเชื่อมไม่สมบูรณ์โดยเฉพาะเกิดรอยแหว่งขึ้นได้
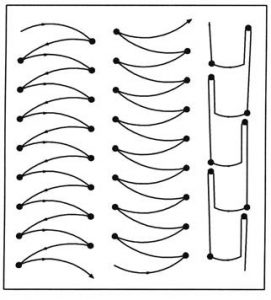
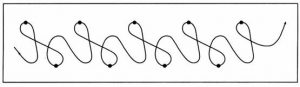
2.5 การเชื่อมส่ายลวดเชื่อม หมายถึง การลากลวดเชื่อมไปทางด้านข้างเพื่อให้แนวเชื่อมมีขนาดกว้างขึ้น โดยทั่วไปแล้วความกว้างของแนวเชื่อมไม่ควรเกิน 5 เท่าของความโตลวดเชื่อม การเลือกรูปร่างหรือแบบของการส่ายลวดเชื่อม จะต้องคำนึงถึงชนิดของรอยต่อขนาดของแนวเชื่อมและตำแหน่งท่าเชื่อมด้วย การเชื่อมส่ายลวดเชื่อมนี้ โดยทั่วไปใช้เทคนิคนี้กับการเชื่อมรอยต่อร่องของตัววี สำหรับงานหนา ๆ และรอยเชื่อมฟิลเลทบนรอยต่อแบบต่าง ๆ หรือการเชื่อมเสริมทับกันหลาย ๆ ชั้น การเชื่อมส่ายลวดเชื่อมจะเป็นเทคนิคที่สำคัญอย่างหนึ่งสำหรับการเชื่อมไฟฟ้าแบบอาร์ก แต่ต้องระลึกไว้เสมอว่า การเปลี่ยนแปลงใด ๆ ในการเชื่อม เช่น เปลี่ยนแปลงมุมเอียงระยะอาร์ก รูปแบบการส่ายลวดเชื่อม จะมีผลโดยตรงต่อคุณภาพของแนวเชื่อมอนึ่งการส่ายลวดเชื่อมในบางกรณี จะทำเพื่อให้รอยเชื่อมมีเกล็ดสวยเท่านั้น โดยไม่คำนึงถึงประโยชน์ด้านอื่น ๆ การส่ายลวดเชื่อมอาจแบ่งตามลักษณะของตำแหน่ง ท่าเชื่อมดังต่อไปนี้
2.5.1 การส่ายลวดเชื่อมในตำแหน่งท่าเชื่อม ท่าราบ (Flat Surface) ดังแสดงใน
รูปที่ 134 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ
2.5.2 การส่วยลวดเชื่อมในตำแหน่งท่าเชื่อมท่าตั้ง (Vertical Line) ดังแสดงในรูปที่ 135
รูปที่ 135 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมท่าตั้ง
2.5.4 การส่ายลวดเชื่อมในตำแหน่งท่าเชื่อม ท่าเหนือศีรษะ (Overhead) ดังแสดงในรูปที่ 136
2.1.1.1 ถือลวดเชื่อมให้อยู่ในตำแหน่งตั้งฉากกับชิ้นงาน
โดย admin_sale มิ.ย. 5, 2017 | บทความเกี่ยวกับเหล็ก
ภาษาเทคนิค ภาษาสามัญ (ไทย) ภาษาช่างและทั่วไปที่นิยมเรียก
CARBON STEEL PIPES ท่อแป๊ปดำ
ท่อกลม, แป็บดำ, เหล็กหลอด, กลมดำ, ท่อดำ
GALVANIZED STEEL PIPES ท่อเหล็กกล้าชุบสังกะสี
แป็บปะปา, แป็บน้ำ, แป็บสังกะสี, ปลายเกลียว, ปลายเรียบ, แป็บขาว
FLAT BARS STEEL เหล็กแบน
เหล็กพืด, แบน, เหล็กแบนตัด, เส้นแบน
EQUAL ANGLES เหล็กฉาก
ฉาก, เหล็กมุม
CHANNELS STEEL เหล็กรางน้ำ
รางหล่อ, รางหนา, รางซี
C LIGHT LIP CHANNEL เหล็กตัวซี
แปหลังคา, แปซี, โครงตัวซี
LIGHT GAUGE CHANNELS เหล็กรางพับ
รางยู, รางร่อง, เหล็กพับร่อง
CARBON STEEL SQUARE TUBE เหล็กกล่องเหลี่ยม
แป็บโปร่ง, กล่อง, เหล็กกล่อง, เหล็กหลอดเหลี่ยม
CARBON STEEL RECTANGULAR TUBE เหล็กกล่องแบน
กล่องแบน, กล่องไม้ขีด, เหล็กกล่อง, เหล็กหลอดเหลี่ยม
ROUND BARS STEEL เหล็กเส้นกลม
เหล็กกลม, เหล็กกลมตัน
DEFORMED BARS STEEL เหล็กข้ออ้อย
เหล็กอ้อย, เหล็กบั้ง, เหล็กข้อ
WIDE FLANGE STEEL เหล็กไวด์แฟรงค์
ตัวเฮช, เหล็กเสา, เหล็กปีก, เสาบีม
H-BEAM STEEL เหล็กเอชบีม
ตัวเฮช, เสาเอช, เหล็กปีกไอ, เสาบีม
I-BEAM STEEL เหล็กไอบีม
ตัวไอ, เสาบีม, เหล็กปีกไอ, เสาบีม
HOT ROLLED STEEL PLATE AND SHEET เหล็กแผ่นดำ
หน้าแปลน, แผ่นเรียบ, ชีส
CHECKERED PLATES เหล็กแผ่นลาย
แผ่นลาย, เหล็กลายดอก, ตีนไก่, ตีนเป็ด
Cr:http://www.cshsteelgroup.com/









































































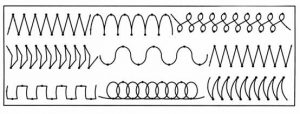 รูปที่ 134 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ
รูปที่ 134 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ