
โดย saweang | มิ.ย. 2, 2020 | บทความบ้านๆๆ, บทความเกี่ยวกับเหล็ก
การกัดกร่อนในเหล็กหรือ “สนิม” มีสาเหตุมาจากเหล็กเอชบีมไม่ได้เป็นวัสดุที่เสถียรในเชิงเคมีและจะพยายามกลับตัวไปสู่สถานะ ภาพเดิมคือ เหล็กออกไซด์ (Iron Oxide) และแร่เหล็ก (Iron Ore) โดยการขึ้นสนิมเป็นผลลัพธ์ของกระบวนการทางเคมีและไฟฟ้าระหว่างเหล็กและสิ่งแวดล้อม เมื่อผิวเหล็ก ความชื้น และออกซิเจน มาทำปฏิกิริยากัน เนื่องจากสนิมทำให้ความแข็งแรงของเหล็กลดลง ดังนั้นจึงต้องมีกระบวนการป้องกันรักษาผิวเหล็กเอชบีม ซึ่งทั่วไปนิยมใช้วิธีป้องกันการเกิดสนิมอยู่ 2 วิธี คือ การเคลือบผิวด้วยสี และการชุบเคลือบผิวด้วยสังกะสีแบบจุ่มร้อน

ที่มาภาพ : https://www.hippopx.com/th/rusty-texture-metal-textured-metal-surfaces-iron-sheet-162788
1. การเคลือบผิวด้วยสี เป็นการทาสีเคลือบผิวเหล็กเอชบีมเป็นลักษณะของชั้นฟิล์ม โดยสีจะทำหน้าที่ปกป้องผิวของเหล็กเอชบีมไม่ให้สัมผัสกับความชื้นและเคมีโดยตรง การเคลือบกันสนิม มีขั้นตอนการดำเนินงาน ดังนี้
1.1 การทำความสะอาดพื้นผิวเหล็กเอชบีม คือ การทำความสะอาดคราบน้ำมัน สารเคมี หรือสารปนเปื้อนต่าง ๆ ที่ติดอยู่บนผิวเหล็ก รวมถึงการกำจัดรอยต่าง ๆ และข้อบกพร่องบนพื้นผิว อาทิเช่น รอยเชื่อมที่ไม่เรียบ สแลก (Slag) ที่เหลือจากกระบวนการเชื่อมประกอบ เป็นต้น
1.2 การเตรียมผิวเหล็กเอชบีมให้เป็นไปตามมาตรฐาน The Society for Protective Coatings (SSPC) ที่กำหนดตามความจำเป็นของงาน ได้แก่ การใช้สารละลาย (Solvent Cleaning) การใช้เครื่องมืออุปกรณ์ที่ใช้แรงคน (Hand tool cleaning) การใช้เครื่องมืออุปกรณ์ไฟฟ้า (Power Tool Cleaning) การพ่นทราย (Blast Cleaning) เป็นต้น
1.3 การเคลือบสีรองพื้น เพื่อป้องกันผิวของเหล็กเอชบีมไม่ให้สัมผัสกับอากาศหรือความชื้นโดยตรง ทำให้อายุการใช้งานของโครงสร้างเหล็กยาวนาน
1.4 การเคลือบสีกันไฟ เนื่องจากพระราชบัญญัติควบคุมอาคาร พ.ศ. 2522 และกฏกระทรวงซึ่งออกตามความในพระราชบัญญัติดังกล่าวได้กำหนดให้ใช้วัสดุกันไฟ กับโครงสร้างหลักของอาคารเพื่อชะลอการยุบตัวหรือพังทลายของอาคาร อันอาจก่อให้เกิดความเสียหายต่อชีวิตและทรัพย์สิน
1.5 การเคลือบสีทับหน้าเหล็กเอชบีม เพื่อป้องกันความชื้นที่เป็นสาเหตุการเกิดสนิม และเพื่อให้ได้สีตรงตามความต้องการของลูกค้า นอกจากนี้ สีทับหน้าบางชนิดยังสามารถป้องกันรังสี UV ซึ่งทำให้สีกันไฟและสีรองพื้นเกิดการเสื่อมสภาพ

2. การชุบเคลือบสังกะสีแบบจุ่มร้อน (Hot-Dipped Galvanized) เป็นการเคลือบผิวเหล็กเอชบีมด้วยสังกะสี โดยการจุ่มเหล็กลงในอ่างสังกะสีเหลวแล้วยกขึ้น ทำให้ออกซิเจน ความชื้น และโดยเฉพาะอย่างยิ่งคลอไรด์ (Chloride) ซึ่งมีฤทธิ์กัดกร่อนเหล็กได้ดี ไม่สามารถสัมผัสและทำปฏิกิริยากับเหล็กได้ นอกจากนี้ยังเป็นการป้องกันแบบแคโทดิก (Cathodic Protection) กล่าวคือ สังกะสีเป็นโลหะที่มีค่าศักย์ไฟฟ้าต่ำกว่าเหล็กจึงเกิดปฏิกิริยาเคมีกัดกร่อนก่อนเหล็กเป็นโลหะที่ มีค่าศักย์ไฟฟ้าสูงกว่า ขั้นตอนวิธีการชุบเคลือบสังกะสีแบบจุ่มร้อนมีดังนี้
2.1 การกำจัดสิ่งสกปรก (Soil and Grease Removal – Caustic Cleaning) โดยใช้สารละลายด่างล้างสิ่งสกปรก คราบไขมันต่าง ๆ ตลอดจนถึงเศษดินออกให้สะอาด
2.2 การล้างด้วยน้ำ (Rinsing) ใช้น้ำสะอาดล้างชิ้นงานที่ผ่านการแช่สารละลายด่าง และสารละลายกรดเพื่อกำจัดสภาพด่างและกรดออกจากผิวชิ้นงาน
2.3 การกัดด้วยกรด (Pickling) ใช้สารละลายกรด เช่น กรดซัลฟิวริก กรดไฮโดรคลอริก ทำความสะอาดผิวโลหะ เพื่อกำจัดฟิล์มออกไซด์และสิ่งปนเปื้อนผิวโลหะออกไป
2.4 การแช่น้ำยาประสาน (Fluxing) โดยนำชิ้นงานเหล็กเอชบีมมาแช่ในน้ำยาประสาน (สารละลายซิงค์แอมโมเนียมคลอไรด์ – Zinc Ammonium Chloride Solution) เพื่อปรับความตึงผิวของเหล็ก ให้มีความเหมาะสมกับการเคลือบด้วยสังกะสีหลอม เหลว
2.5 การชุบเคลือบสังกะสี (Galvanizing) นำชิ้นงานเหล็กเอชบีมที่จะชุบเคลือบไปแช่ในอ่างสังกะสีหลอมเหลว (อุณหภูมิประมาณ 435 – 455 °C) สังกะสีจะเคลือบติดกับเนื้อเหล็กหนาขึ้นตามเวลาที่ทำการแช่

การป้องกันสนิมของเหล็กเอชบีมทั้ง 2 วิธี มีข้อดีและข้อเสียแตกต่างกันไป ขึ้นกับสภาพแวดล้อมทางภูมิศาสตร์ และการใช้งานเหล็กเอชบีม ปัจจุบัน SYS ได้พัฒนาสินค้าเหล็ก SYS พร้อมระบบป้องกันสนิม เพื่อความสะดวกสบายของผู้ที่จะใช้งานเหล็ก โดยจะมาให้รายละเอียดในบทความตอนต่อไปครับ
ขอบคุณข้อมูลจากhttps://www.syssteel.com

โดย saweang | มิ.ย. 1, 2020 | บทความบ้านๆๆ, บทความเกี่ยวกับเหล็ก
เหล็กคือ ทรัพยากรธรรมชาติที่นำมาผ่านกรรมวิธีแปรรูปเพื่อการใช้งาน และถือได้ว่าเป็นวัสดุที่ใช้ได้ทั้งงานก่อสร้าง งานที่ช่วยเพิ่มความแข็งแรงให้กับวัตถุและสิ่งของต่างๆ มาอย่างแพร่หลายตั้งแต่อดีตจนถึงปัจจุบัน อย่างที่กล่าวมาขั้นต้นนั้น การนำแร่ธาตุจากธรรมชาติมาแปรรูปเพื่อใช้งาน จำเป็นต้องมีมาตรฐานที่เป็นรูปแบบเหมือนกันในการแปรรูปเพื่อให้เกิดความปลอดภัยในการใช้งานของผู้บริโภค
คุณสมบัติของเหล็ก
คุณสมบัติของเหล็กที่ผ่านการแปรรูปแล้วที่สามารถนำไปใช้ในงานได้หลักๆ คือความทนทานทั้งต่อการใช้งานและสภาพแวดล้อม พร้อมทั้งต้องมีความยืดหยุ่นที่ดี สามารถนำไฟฟ้าและนำความร้อนได้ หลังจากนั้นในกระบวนการเลือกใช้เหล็กให้เหมาะสมกับงานนั้นก็ขึ้นอยู่กับดุลพินิจของวิศวกรผู้ควบคุมงาน ที่ต้องคิดและคำนวณดูปัจจัยในเรื่องต่างๆ ทั้งปัจจัยภายในและภายนอกเพื่อให้เกิดความปลอดภัยต่อผู้ใช้งานมากที่สุด ซึ่งคุณสมบัติของเหล็กก็มีดังนี้
1. สภาพยืดหยุ่น (Elasticity)
เป็นคุณสมบัติที่ของแข็งหรือเหล็กสามารถเปลี่ยนรูปร่างรูปทรงได้ เมื่อมีแรงกระทำที่พอดี สามารถแบ่งออกได้อีก 2 ประเภท
- สภาพยืดหยุ่น (elasticity) คือ คุณสมบัติที่วัตถุหรือของแข็งเปลี่ยนแปลงรูปร่างไปเมื่อได้รับแรงกระทำที่เพียงพอและสามารถคืนกลับสู่สภาพปกติได้เมื่อไม่มีแรงมากระทำ
- สภาพพลาสติก (plasticity) คือ คุณสมบัติที่วัตถุเปลี่ยนแปลงรูปร่างไปอย่างถาวรเมื่อได้รับแรงกระทำที่เพียงพอ โดยที่พื้นผิวภายนอกไม่แตกหักหรือฉีกขาด
2. ความเค้น (Stress)
เป็นคุณสมบัติทางฟิสิกส์ สามารถอธิบายได้ว่า เป็นความเข้มข้นของแรงกระทำระหว่างอนุภาคภายในของวัตถุหรือของแข็งชิ้นนั้นๆ ต่อแรงภายนอกที่กระทำเพิ่มเข้าไป โดยในกระบวนการทดสอบมาตรฐานของเหล็กนั้น จะใช้การวัดความเข้มข้นของแรงกระทำภายในเฉลี่ยต่อหนึ่งหน่วยพื้นที่ผิวภายใน
3. ความเครียด (Strain)
เป็นคุณสมบัติที่เกิดจากการเปลี่ยนแปลงรูปร่างของวัตถุเมื่อได้รับแรงภายนอกมากระทำ หรือกล่าวง่ายๆ คือ อัตราส่วนของรูปร่างที่เปลี่ยนไปต่อรูปร่างเดิม การวัดและคำนวณหาความเครียดสามารถทำได้ 2 ลักษณะ คือ แบบเส้นตรง (แรงที่มีกระทำมีละกษณะเป็นแรงกด แรงดึง) และแบบเฉือน (แรงที่มีกระทำเป็นแรงแบบเฉือน)
4. การดึงเป็นเส้น (Ductile)
เป็นคุณสมบัติของวัตถุหรือเหล็กที่สามารถทำให้เพิ่มความยาว ขึ้นรูป หรือดึงออกมาเป็นเส้นได้โดยง่าย ถึงแม้ว่าจะได้รับแรงกระทำเข้าไปเพียงเล็กน้อย ซึ่งเหล็กที่มีคุณสมบัติเหล่านี้จะมีคุณสมบัติความยืดหยุ่นแบบพลาสติก ที่เป็นการแปรรูปอย่างถาวรสามารถคืนสภาพเดิมได้ยาก ตัวอย่างของเหล็กและโลหะแปรรูปที่มีคุณสมบัตินี้คือ ตะกั่ว และทองแดง เป็นต้น
5. ความเปราะ (Brittle)
เป็นคุณสมบัติของวัตถุทุกชนิดที่จะมีขีดกำจัดของความยืดหยุ่นเป็นของตนเอง เมื่อวัตถุชิ้นนั้นๆ ได้รับแรงกระทำที่มากเกิดขีดจำกัดก็จะทำให้เกิดการเปราะแตกได้ ซึ่งวัตถุที่มีความเปราะสูงไม่ได้หมายความว่าเป็นวัตถุที่ไม่ทนทาน ยกตัวอย่างเช่น แก้วหรือเซรามิกที่มีความเปราะสูงแต่สามารถทนแรงดึงได้มากกว่าโลหะบางชนิด ดังนั้นคุณสมบัติข้อนี้นั้นใช้เป็นตัวเลือกที่ใช้ในการพิจารณาเลือกใช้ให้เหมาะสมกับงาน

การเลือกใช้เหล็กให้ตรงกับการใช้งานควรเลือกอย่างไร
ในการเลือกใช้งานของเหล็กแปรรูปนั้น เนื่องจากประเภทของเหล็กมีความหลายหลายมาก อาจทำให้เกิดความสับสนและการเลือกใช้งานที่ผิดรูปแบบ ส่งผลต่อเนื่องไปยังความแข็งแรง ความทนทานและความปลอดภัยของผู้บริโภค ทำให้สำนักงานมาตรฐานผลิตภัณฑ์อุตสาหกรรมมีการกำหนดมาตรฐาน มอก.เพื่อให้เกิดความเข้าใจที่ตรงกันของทั้งผู้ผลิตและผู้บริโภคทั่วประเทศไทย ซึ่งได้มีการทำป้ายระบุรายละเอียดต่างๆ ไว้ ได้แก่ บริษัทผู้ผลิต, ประเภทของเหล็ก, ขนาดทั้งเรื่องของความยาว ความกว้างหน้าตัด, วัน เดือน ปีที่ผลิต และที่สำคัญคือ มีการระบุเครื่องหมายมอก.ที่แสดงให้เห็นว่าวัสดุชนิดนี้ได้ผ่านการรับรองมาตรฐานเรียบร้อยแล้ว
เหล็กกับภัยพิบัติจากธรรมชาติครั้งใหญ่
ปัญหาภัยพิบัติทางธรรมชาติ ไม่ว่าจะเป็นเรื่องของแผ่นดินไหวหรือวาตภัย โครงสร้างของอาคารบ้านเรือนมีความสำคัญเป็นอย่างมาก เนื่องจากอาคารเหล่านั้นต้องได้รับแรงสั่นสะเทือนของพื้นดินที่รุนแรงหรือต้องทนทานต่อการสั่นไหวจากลม ซึ่งจะอาศัยคุณสมบัติความแข็งแรงอย่างเดียวไปเพียงพอ แต่จำเป็นต้องมีการเสริมคุณสมบัติความเหนียวและความทนทานเข้าไปด้วย ดังนั้นในโครงสร้างอาคารและบ้านเรืองจึงจำเป็นต้องมีการเสริมเหล็ก เพื่อเสริมสร้างคุณสมบัติที่คอนกรีตอย่างเดียวไม่สามารถทำได้ อีกทั้งการเสริมเหล็กยังเอื้อต่อการออกแบบโครงสร้างสถาปัตยกรรมให้มีความหลายหลากมากยิ่งขึ้น ยกตัวอย่างเช่น การสร้างโครงสร้างให้ยื่นออกไปเพื่อเป็นการรองรับแรงสั่นสะเทือน หรือการโค้งการดัดต่างๆ เพื่อให้เกิดสะพานเกิดรูปร่างที่สวยงามแตกต่างและการรับน้ำหนักที่มากขึ้น
เหล็กโครงสร้างรูปพรรณ หรือการเสริมเหล็ก
เป็นวิธีหนึ่งที่ได้รับการยอมรับว่ามีมาตรฐาน ในการออกแบบก่อสร้างอาคารบ้านเรือนที่มีความทนทานต่อภัยพิบัติทางธรรมชาติได้เป็นอย่างดี เพราะโครงสร้างที่มีการเสริมเหล็กเข้าไปจะช่วยเพิ่มคุณสมบัติของคอนกรีตที่มีเพียงความทนทานให้เพิ่มความเหนียวและความยืดหยุ่นเข้ามา
คอนกรีตเสริมเหล็ก
คอนกรีตเสริมเหล็กถือว่าเป็นโครงสร้างที่ใช้ในการออกแบบและก่อสร้างอาคารบ้านเรือน เช่น ใช้เป็นพื้นหรือฐานของอาคาร ใช้เป็นบันได และคานรับน้ำหนัก เป็นต้น ที่มีคุณสมบัติทางกลในเรื่องของการรับน้ำหนัก ซึ่งทำหน้าที่หลักในการรับแรงดึงและแรงอัดเท่านั้น
ประเภทของเหล็กแปรรูปที่ใช้เป็นเหล็กเสริมในคอนกรีตนั้นมีอยู่ด้วยกันทั้งหมด 2 ประเภท ได้แก่ เหล็กเส้นกลมและเหล็กข้ออ้อย ที่เป็นเหล็กกล้าที่มีการผสมของคาร์บอนต่ำทำให้เหล็กเหล็กหนาแน่นละเอียดมากกว่าเหล็กประเภทอื่นๆ และเพื่อความปลอดภัยในการใช้งานก่อนนำเหล็กเหล่านี้ออกมาใช้ ทางผู้ผลิตจะต้องทำการทดสอบคุณสมบัติของเหล็กกล้าทั้งคุณสมบัติทางกายภาพ และคุณสมบัติทางกลของเหล็กก่อนเสมอ
จึงสามารถสรุปได้แล้วว่าเหล็กนั้นถือว่าเป็นวัสดุแปรรูปจากธรรมชาติที่มีความสำคัญมากในสังคมปัจจุบัน ทั้งช่วยในเรื่องเพิ่มความแข็งแรง ป้องกันอันตรายจากภัยพิบัติและสร้างความปลอดภัยในชีวิตประจำวัน ส่วนในเรื่องของการเลือกใช้งานให้เหมาะสมนั้นควรอยู่ในดุลพินิจของผู้เชี่ยวชาญเพื่อให้เกิดความปลอดภัยสูงสุดต่อผู้ใช้งาน
ขอบคุณข้อมูลhttps://www.chi.co.th/article/article-2010/

โดย saweang | มิ.ย. 1, 2020 | บทความบ้านๆๆ, บทความเกี่ยวกับเหล็ก
สำหรับขั้นตอนการทำโครงหลังคาบ้าน จะต้องทำการติดตั้งเพลทหัวเสาเพื่อเป็นตัวเชื่อมยึดเข้ากับอเสเหล็ก ซึ่งเหล็กเพลทที่นำมาใช้ในการเชื่อมปิดหัวเสานี้ ควรจะมีขนาดของแผ่นเหล็กเพลทเล็กกว่าพื้นที่หน้าตัดเสา เนื่องจากการอุดหัวเสาใต้เพลทนั้นจะต้องเทกรอกปูนลงไปภายในช่องว่างที่เหลืออยู่ ถ้าหากแผ่นเหล็กเพลทมีขนาดเท่ากับพื้นที่หน้าตัดเสา จะส่งผลให้การกรอกปูนเพื่ออุดใต้เพลททำได้ยาก รวมทั้งอาจทำให้คอนกรีตหัวเสาที่อยู่บริเวณใต้แผ่นเหล็กเพลทเกิดเป็นโพรงได้
วิธีการติดตั้งเพลทหัวเสาสามารถทำได้ไม่ยาก เพียงแค่นำเหล็กเส้นมาดัดให้มีลักษณะเป็นรูปตัวเชื่อมเหล็กตัวยูทั้ง 2 ตัว ซึ่งเหล็กเส้นที่ใช้จะต้องมีขนาดเท่ากับรูของเหล็กเพลท เมื่อดัดเสร็จแล้วจึงจะนำเหล็กเส้นติดไว้บริเวณใต้แผ่นเพลทไว้ก่อนเพื่อรอเข้าสู่ขั้นตอนการเชื่อม โดยในขั้นตอนการเชื่อมนั้น จะต้องทำการเชื่อมให้เต็มขนาดความกว้างของรูปตัวยูเพื่อให้เหล็กเพลทยึดติดได้แน่นและจะไม่สามารถหลุดได้ในภายหลัง
เมื่อเข้าสู่ขั้นตอนการเชื่อม จะต้องทำการกำหนดระดับความสูงของเพลทรวมทั้งทำการจัดตำแหน่งเพลท โดยให้บริเวณจุดศูนย์กลางเพลทอยู่ตรงกับกับจุดศูนย์กลางของเสาหรือ Grid line เมื่อกำหนดความสูงและจัดตำแหน่งได้เรียบร้อยแล้วจึงทำการเชื่อมยึด โดยการประคองเพลทไว้กับเหล็กแกนเสา ซึ่งการป้องกันเพลทเอียงระหว่างการเชื่อมนั้น สามารถใช้ระดับน้ำเข้ามาช่วยในการเช็คระดับหลังเพลทให้ตรงได้
เหล็กเพลทหัวเสาจำเป็นต้องมีไหม?
เหล็กเพลทหัวเสาในงานก่อสร้างนั้นจะมีหรือไม่มีก็ได้ แต่ถ้าหากมีก็จะสามารถดำเนินงานได้สะดวกมากกว่า เพราะนอกจากเหล็กเพลทจะเป็นตัวช่วยสำหรับการทำระดับโครงหลังคาและช่วยกระจายแรงได้แล้ว ยังเป็นตัวช่วยที่ทำให้ช่างสามารถทำการเชื่อมเหล็กเส้นติดกับเหล็กกล่องได้ง่าย เรียบร้อยและมีประสิทธิภาพมากยิ่งขึ้นอีกด้วย
บ้านในสมัยก่อนนั้น มักถูกออกแบบให้โครงสร้างเหล็กสามารถรับกับกระเบื้อง รวมทั้งทำการติดตั้งคานคอนกรีตรัดหัวเสาทุกต้นไว้เพื่อป้องกันการแยกออกจากกัน แต่ต่อมางานก่อสร้างบ้านได้ถูกพัฒนาขึ้น โดยการนำเหล็ก double c เข้ามาทำหน้าที่เป็นคานแทนคานคอนกรีตรูปแบบเก่า ซึ่งวิธีการดังกล่าวเป็นวิธีที่อาจมองดูแล้วไม่มีปัญหา แต่ในความเป็นจริงนั้นการใช้เหล็ก double c มาแทนคานคอนกรีต สามารถส่งผลให้ผนังที่ถูกก่อขึ้นจากอิฐเกิดการแตกที่บริเวณมุมต่อเสากับผนังได้ เนื่องจากการต่อเชื่อมกันระหว่างเหล็กกับเสาคอนกรีตไม่สามารถถูกเชื่อมให้เป็น rigid เมื่อจั่วรับน้ำหนักมากขึ้นจึงเกิดแรงกระทำทางด้านข้างจนส่งผลให้ปลายเสาแยกออกจากกัน
ในกรณีดังกล่าวสามารถแก้ไขได้ โดยหากเป็นคานเหล็กควรทำการเสียบเหล็กฉากไว้ในเสา 2-3 ท่อน ให้มีความลึกระดับหนึ่งขณะที่ทำการเทใหม่ แล้ววาง plate ลงสำหรับเชื่อมเข้ากับเหล็กฉาก สุดท้ายจึงจะวางคานหรือเหล็กจันทัน

หลังจากเสร็จสิ้นการติดตั้งเพลท
หลังจากที่เพลทถูกติดตั้งเรียบร้อยแล้ว จะต้องทำการเข้าแบบและอุดเสาโครงสร้างบ้านด้วยวิธีการเทปูนลงให้เต็มบริเวณใต้เพลท ซึ่งวิธีการดังกล่าวนี้จะสามารถทำได้โดยการเทกรอกปูนลงให้เต็มบริเวณขอบแผ่นเพลทจากด้านบนที่มีช่องว่างด้วยปูนเกราท์ หรือ Non-Shrink Grout จากนั้นปล่อยทิ้งไว้ให้ปูนแข็งตัวแล้วจึงจะสามารถแกะไม้แบบออกได้ โดยเมื่อไม้แบบถูกแกะออกมาแล้ว ปูนที่หล่อไว้จะต้องถูกอุดเต็มเพลทและไม่มีโพรงเกิดขึ้น
เหตุผลที่ปูน Non-Shrink ถูกเลือกมาใช้ เนื่องจากเป็นปูนชนิดผงสำเร็จรูปที่สามารถนำมาใช้งานได้ง่าย เพียงแค่ผสมปูนผงเข้ากับน้ำเปล่า และยังเป็นปูนที่ให้เนื้อที่มีความเหลวค่อนข้างมาก จึงสามารถใช้เทลงไปบริเวณใต้แผ่นเพลทได้อย่างทั่วถึง โดยไม่มีรูโพรงเกิดขึ้น มากกว่านั้นปูน Non-Shrink ยังมีคุณสมบัติที่สามารถรับแรงกดอัดได้มากกว่าคอนกรีตธรรมดาทั่วไป อีกทั้งเป็นปูนชนิดที่ไม่หดตัว ช่วยลดการแตกร้าวในการเทปูนได้อีกด้วย
ส่วนเหตุผลที่คอนกรีตแบบปกติไม่ถูกผสมมาใช้สำหรับงานอุดหัวเสา เนื่องจากคอนกรีตมีลักษณะเนื้อที่ไม่เหลว ทำให้เมื่อเทลงไปบริเวณใต้เพลทแล้ว คอนกรีตไม่สามารถไหลเข้าไปในช่องว่างที่มีพื้นที่คับแคบได้อย่างทั่วถึงจนอาจมีรูโพรงเกิดขึ้นได้ และถ้าหากผสมคอนกรีตให้มีลักษณะเนื้อที่เหลวมาก ก็จะเป็นการลดความสามารถและประสิทธิภาพในการรับแรงกดอัดของคอนกรีตให้ต่ำลง
วิธีการทั่วไปในการใช้แผ่นเพลทหรือเพลทหัวเสา
- สำหรับงานที่ต้องการความแข็งแรง หรืองานที่ต้องรับน้ำหนักและแรงกดค่อนข้างมาก ส่วนใหญ่มักนำ J-Bolt มาทำการฝังลงไปในเสา ตัวอย่างเช่น เสาในอาคารสูงหรืออาคารโรงงาน เป็นต้น ซึ่งเสาที่ถูกนำมาติดตั้งโครงหลังคาต้องมีขนาดพื้นที่หน้าตัดกว้างมากพอที่จะติดตั้งเพลทได้ แล้วจึงทำการอัดปูนเกร๊าท์ลงไปบริเวณช่องใต้เพลท โดยแรงที่เกิดขึ้นทั้งหมด เสาคอนกรีตเสริมเหล็กจะไม่ทำการรับแรงเหล่านั้นโดยตรง แต่จะรับต่อมาจากตัว J-Bolt ที่ถูกฝังเอาไว้อีกทีหนึ่ง
- การติดตั้งเพลท เริ่มจากการเจาะรูเพื่อให้เหล็กเส้นสามารถโผล่ออกมาได้ ก่อนที่จะกำหนดระดับของเพลทรวมทั้งหาระดับของเสาทุกต้น เชื่อมยึดเหล็กเส้นติดกับเพลท แล้วอัดปูนเกร๊าท์ลงไปบริเวณช่องว่างใต้เพลท จากนั้นนำเหล็กรูปตัวซีมาเชื่อมรวมติดกันให้พออยู่ตัวและนำเหล็กฉากสั้นๆมาวางทางด้านข้าง สุดท้ายจึงจะทำการเชื่อมยึดให้แน่นต่อไป
Plate โดยทั่วไปจะมีขนาดและความหนา ดังนี้
- ขนาด 4 x 4 นิ้ว หนา 4.0 หรือ 6.0 มิลลิเมตร
- ขนาด 6 x 6 นิ้ว หนา 4.0, 0 มม. หรือ 9.0 มิลลิเมตร
- ขนาด 8 x 8 นิ้ว หนา 4.0, 0 , 9.0 มม. หรือ 12.0 มิลลิเมตร
ขอบคุณข้อมูลจากhttps://www.chi.co.th/article/article-1150/
โดย saweang | พ.ค. 28, 2020 | บทความเกี่ยวกับเหล็ก
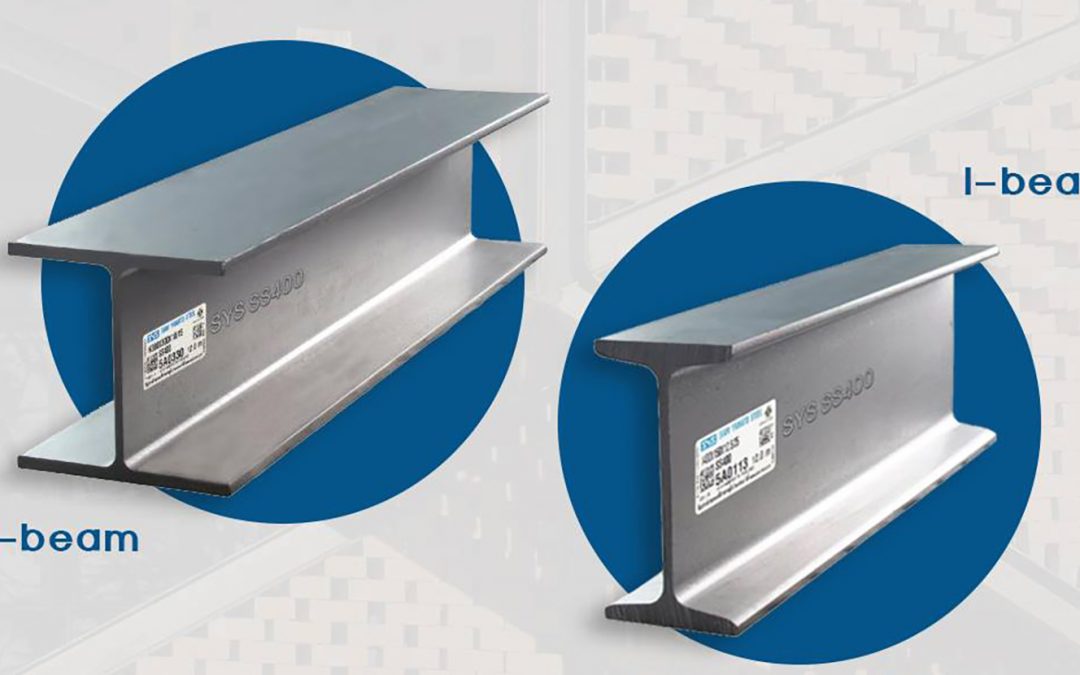
หน้าตาคล้ายกัน แต่การใช้งานนั้นอาจแตกต่างกันในรายละเอียด มาดูกันว่า เหล็ก H-Beam และ I-Beam นั้นใช้งานต่างกันอย่างไรด้วย H-Beam
นั้นมีขนาดหน้าตัดให้เลือกใช้ที่หลากหลาย ตั้งแต่ขนาด H100x50 mm. จนถึงขนาดใหญ่สุด H900x300 mm.ทำให้ H-Beam
นั้นถูกเลือกใช้ในงานที่หลากหลาย ทั้งโครงสร้างของอาคาร, โครงสร้างของโรงงาน หรืองานโครการขนาดใหญ่ เช่น โรงจอดเครื่องบิน (Hangar)แต่สำหรับเหล็ก I-Beam นั้นถูกผลิตขึ้นมาเพื่อใช้ในงานที่เฉพาะเจาะจงมากกว่า
เช่น รางเลื่อนของเครนในโรงงานอุตสาหกรรม เพราะความหนาของ Flange (ปีกที่ยื่นออกมา) ที่มากและมีลักษณะ Taper (เรียวที่ปลาย) ไม่เหมือนกับ H Beam ที่ความหนาของ Flange จะเท่ากันตลอด
ส่งผลให้โดยทั่วไป I-Beam จะสามารถรับแรงกระแทกได้ดี แต่ก็จะมีน้ำหนักที่มากกว่า H-Beam ในขนาดหน้าตัดที่เท่ากัน
เช่น H 300x150x6.5×9 mm. น้ำหนัก 36.7 kg/m
I 300x150x8x13 mm. น้ำหนัก 48.3 kg/m
ซึ่ง I-Beam จะมีน้ำหนักมากกว่าถึง 32 %

เห็นอย่างนี้แล้ว ในครั้งต่อไปเราอาจจะต้องพิจารณาการเลือกใช้ระหว่าง H-Beam กับ I-Beam ให้ถูกกับประเภทการใช้งาน เพื่อเป็นการประหยัดต้นทุนในการก่อสร้างได้อีกทางหนึ่ง
ขอบคุณข้อมูลจากhttps://www.hbeamconnect.com/th/community/blog/VSCh20180412200502110/
โดย saweang | มี.ค. 19, 2020 | บทความเกี่ยวกับเหล็ก
การอบชุบเหล็กกล้า คือ การปรับปรุงคุณสมบัติของเหล็กกล้าโดยเฉพาะคุณสมบัติเชิงกล โดยอาศัยกรรมวิธีทางความร้อน เพื่อให้เหล็กกล้านั้นมีคุณสมบัติเปลี่ยนไปตามที่ต้องการ ซึ่งการอบชุบจะทำให้เหล็กที่ได้มีคุณสมบัติเฉพาะที่ดีกว่าเหล็กกล้าที่ผลิตด้วยกรรมวิธีปกติ เช่น อบชุบเพื่อให้เหล็กมีความแข็งมากขึ้น หรืออบชุบเพื่อให้เหล็กมีการทนการเสียดสีหรือสึกหรอได้ดีขึ้น
การคืนตัว (Tempering) เหล็กที่ผ่านการชุบมาแล้วย่อมจะเกิดความเครียด (strain) ขึ้นภายใน และมีความแข็งเพิ่มขึ้น แต่เหล็กจะขาดคุณสมบัติทางด้าน ความเหนียว (Ductility) ทำให้ไม่เหมาะที่จะนำไปใช้งาน เพราะถ้าเกิดมีการกระแทกชิ้นเหล็กอาจจะแตกร้าวได้ จึงจำเป็นต้องปรับปรุงคุณสมบัติเสียใหม่โดยการอบคืนตัว ซึ่งมีวิธีการดังนี้
นำเหล็กที่ผ่านการชุบมาแล้วเผาภายในเตาที่อุณหภูมิต่ำประมาณ 200 ๐C – 400 ๐C ทิ้งไว้ประมาณ 1 – 3 ชั่วโมงแล้วเอาออกปล่อย
ให้เย็น ในอากาศธรรมดา เหล็กจะมีคุณสมบัติด้านความเหนียว (Ductility) ดีขึ้น แต่ความแข็งจะลดลงเล็กน้อย ในขณะที่เผาที่อุณหภูมิต่ำ มาร์เทนไซต์จะมีการเปลี่ยนแปลงเล็กน้อย โดยอะตอมคาร์บอนจะเคลื่อนไหวออกจากมาร์เทนไซต์มารวมกันเป็นเฟอร์ไรท์และซีเมนไซต์บางส่วน ที่เป็นเช๋นนี้เพราะมาร์เทนไซต์ไม่ใช่โครงสร้างของเหล็กที่สมดุลย์ที่อุณหภูมิบรรยากาศ เมื่อเหล็กได้รับความร้อนจะเกิดการเปลี่ยนแปลงเพื่อกลับไปเป็นโครงสร้างที่สมดุลย์คือเหล็กเฟอร์ไรท์ กับซีเมนต์ที่เราต้องเผาที่อุณหภูมิสูงไม่เกิน 400 ๐C ก็เพื่อไม่ต้องการให้มาร์เทนไซต์คืนตัวหมด เพราะเรายังต้องการความแข็งของเหล็กอยู่ ถ้าเราเผาให้อุณหภูมิสูงเกิน 400 ๐C ความแข็งจะถูกทำลายหมด
โดยทั่ว ๆ ไปการชุบแข็ง และการคืนตัวจะต้องกระทำติดต่อกันเพื่อให้ได้เหล็กแข็งและทนแรงกระแทกได้ดีด้วย (รูปที่ STEEL-HT1 )
รูปที่ STEEL-HT1แสดงช่วงของอุณหภูมิในการทำอบชุบแข็งและการอบคืนตัว.
การอบคลาย (Annealing) มีความมุ่งหมายเพื่อต้องการให้เหล็กอ่อนตัวลง (softening) หรือเพื่อ ทำให้เหล็กเหนียวขึ้น (Toughening) ส่วนใหญ่เหล็ก ที่ผ่าน
การขึ้นรูปเย็น (cold working) หรือการหล่อมามักจะมีความแข็งเพิ่มขึ้นและไม่สม่ำเสมอ ทำให้เกิดการกลึงหรือไสยาก ดังนั้นจึงจำเป็นต้องทำลายความแข็งของเหล็กเพื่อจะได้กลึงหรือไสได้สะดวกหลักการทำ Annealing แบ่งออกเป็นสองวิธีคือ Full annealing กับ Process annealing โดยมีลักษณะแตกต่างกันดังนี้
Full annealing มีความมุ่งหมายเพื่อทำให้เหล็กแข็งอ่อนลงเพื่อสะดวกต่อการกลึงหรือไส วิธีนี้ต้องเผาเหล็กให้มีอุณหภูมิสูงจน
เหล็กกลายเป็น Austenite ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C ภายในเตาที่สามารถควบคุมอุณหภูมิได้ ทิ้งไว้ที่อุณหภูมินี้ไม่เกิน 2 ชั่วโมง จากนั้นปล่อยให้เหล็กเย็นช้า ๆ ภายในเตา ถ้าเป็นเตาไฟฟ้าก็เพียงแต่ตัดกระแสไฟเสีย แล้วปล่อยให้เหล็กเย็นอยู่ภายในเตาที่ปิดฝาสนิท เมื่อเหล็กถูกปล่อยให้เย็นช้า ๆ การเปลี่ยนโครงสร้างภายในก็จะปรับสู่สภาพใกล้เคียงสมดุลย์ โครงสร้างที่เป็นอยู่เดิม เช่นมาร์เทนไซต์หรือเบนไนท์ ฯลฯ ก็จะกลับมาเป็นเฟอร์ไรท์ และซีเมนไซต์ ทำให้ความแข็งลดลงกลายเป็นเหล็กอ่อนนิ่ม
Process annealing มีความมุ่งหมายเพื่อทำลายความเครียดภายในให้หมดไป เช่น เหล็กที่ถูกรีดหรือตีขึ้นรูปมา ถ้าจะนำไปทำ ต่อ
ในขั้นต่อไป เหล็กจะต้องผ่าน Annealing เพื่อให้มีความต้านทานแรงกระทำน้อยลง วิธีนี้เผาเหล็กให้ร้อนถึงอุณหภูมิต่ำกว่ายูเต็คตอยด์ คือต่ำกว่าเส้น A1 เล็กน้อย ทิ้ไว้นานพอสมควรเพื่อให้เหล็กร้อนทั่วถึงกัน หลังจากนั้นปล่อยให้เหล็กเย็นช้า ๆ วิธีนี้ความแข็งของเหล็กจะลดลงเล็กน้อย เพราะโครงสร้างของเหล็กแต่เดิมไม่เปลี่ยนแปลงมากนัก แต่ความเครียดที่มีอยู่จะถูกทำลายหมดไป
การทำ Normalizing มีความมุ่งหมายเพื่อปรับปรุงความเหนียว โดยขนาดลดขนาดของเม็ดเกรนของเหล็ก (grain size) เพื่อทำให้คุณสมบัติของ เหล็กสม่ำเสมอ และในขณะเดียวกันก็ช่วยในการลดความเครียดภายในด้วย โดยทั่ว ๆ ไปเหล็กที่ผ่านการหล่อ (casting) หรือการรีดขึ้นรูปมามักจะมีความแข็งหรือความเหนียวไม่สม่ำเสมอตลอดทั้งแท่ง จึงจำเป็นต้องนำมาทำ Normalizing โดยการเผาเหล็กให้ร้อนจนกลายเป็นออสเตนไนท์ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C หลังจากทิ้งไว้จนอุณหภูมิเท่ากันหมดทุกจุดตลอดภายในใจกลางด้วย โดยทั่ว ๆ ไปเหล็กที่ผ่านการหล่อ (casting) หรือมักรีดขึ้นรูปมามักจะมีความแข็งหรือความเหนียวไม่สม่ำเสมอตลอดทั้งแท่ง จึงจำเป็นต้องนำมาทำ Normalizing โดยการเผาเหล็กให้ร้อนจนกลายเป็นออสเตนไนท์ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C หลังจากทิ้งไว้จนอุณหภูมิเท่ากันหมดทุกจุดตลอดภายในใจกลางด้วย จากนั้นจึงเอาเหล็กออกมาจากเตาทิ้งให้เย็นอากาศธรรมดา การปล่อยให้เหล็กเย็นในอากาศนั้นอัตราการเย็นตัวของเหล็กจะเร็วกว่าการทำ Annealing ดังนั้นเม็ดเกรนของเหล็กจะมีขนาดเล็กกว่า ทำให้เหล็กมีความเหนียวดีและคุณสมบัติสม่ำเสมอ
รูปที่ STEEL-HT2 Heat-treatment Temperatures of Carbon Steelsin Relation to the Equilibrium Diagram
การทำ spheroidizing เป็นการชุบเหล็กประเภทหนึ่งที่กระทำกับเหล็กที่มีคาร์บอนตั้งแต่ 0.8% ขึ้นไปเพราะเหล็กเหล่านี้จะมีโครงสร้างที่ประกอบด้วยเพิรไลท์เป็นส่วนใหญ่ คือโครงสร้างที่ประกอบด้วยแถบของเฟอร์ไรท์กับซีเมนไซต์สลับกัน ดังนั้นในการกลึงหรือไสจึงไม่เรียบเพราะมีดกลึงจะต้องตัดผ่านของแข็งและอ่อนสลับกัน การทำ spheroidizing เป็นการทำเพื่อเปลี่ยนลักษณะโครงสร้างจากลักษณะที่เป็นแถบยาวของซีเมนไซต์ให้มีลักษณะเป็นเม็ดกลมเล็ก ๆ กระจายอยู่ทั่วไปในขณะทำการกลึง ตัวมีดจะได้ไม่ต้องตัดผ่านซีเมนไซต์ในขณะที่ตัวมีดเคลื่อนที่ผ่านของซีเมนไซต์ก็จะหลุด หรือเบนหนีการตัดผ่านไปได้ทำให้ตัวมีดตัดผ่านแต่เฉพาะเฟอร์ไรท์อย่างเดียว
วิธีการทำ spheroidizing กระทำได้สองแบบ วิธีแรก เผาเหล็กให้ร้อนที่อุณหภูมิต่ำกว่าเส้น A1 เล็กน้อย แล้วทิ้งไว้ที่อุณหภูมินี้ประมาณ 10 – 15 ชั่วโมง เพื่อให้ซีเมนไซต์เปลี่ยนรูปเป็นเม็ดกลม หลังจากนั้นเอาเหล็กออกปล่อยให้เย็นในอากาศ
วิธีที่สอง เผาเหล็กให้ร้อนที่อุณหภูมิเหนือเส้น A1 เล็กน้อย แล้วปล่อยให้เย็นลงมาจนต่ำกว่าเส้น A1 แล้วกลับเผาให้อุณหภูมิเหนือเส้น A1
อีก กระทำสลับกันไปประมาณ 10 ชั่วโมง หลังจากนั้นปล่อยให้เหล็กเย็นในอากาศ
รูปที่ STEEL-HT3 แสดงลักษณะโครงสร้างของเหล็กกล้าที่ผ่าน Annealing กับ Normalizing ที่อุณหภูมิต่างกัน.
ขอบคุณข้อมูจากhttp://www.ebuild.co.th
ที่มา : http://www.vcharkarn.com/vblog/44921/2
