
โดย saweang | พ.ย. 8, 2019 | บทความเกี่ยวกับเหล็ก
เหล็กที่ใช้ในงานก่อสร้างมีหลายประเภทได้แก่

1. เหล็กเส้นกลม
จะมีเส้นผ่านศุนย์กลางตั้งแต่ 6 ถึง 28 มิลลิเมตร และขนาดความยาว 10 หรือ 12 เมตรเหมาะสำหรับงานขนาดเล็ก และขนาดกลาง มีคาร์บอน 0.28% ฟอสฟอรัส 0.058% และกำมะถัน 0.058%

2. เหล็กเส้นข้ออ้อย
ขนาดเส้นผ่านศูนย์กลางตั้งแต่ 10 ถึง 33 มิลลิเมตร มีความยาวโดยทั่วไป 10 และ 12เมตรเหล็กเส้นข้ออ้อย เป็นเหล็ก ที่มีแรงยึดเกาะที่ผิวสูง เหมาะสำหรับงานคอนกรีตเสริมเหล็กที่ต้องการความแข็งแรงสูง โดยไม่จำเป็นต้องออกแบบให้โครงสร้างใหญ่โต มีคาร์บอน 0.28% ฟอสฟอรัส 0.058% และกำมะถัน 0.058%

3. เหล็กเสริมคอนกรีตอัดแรง
เป็นเหล็กเสริมคอนกรีตในการผลิตเสาเข็ม เสาไฟฟ้า คานพื้นสำเร็จรูป ท่อระบายน้ำ คอนกรีตอัดแรง ฯลฯ มีลักษณะเป็นเหล็กแบบกลมมีรอยย้ำ ต้องมีรอยย้ำ 2 แถวอยู่ตรงข้ามกันและรอยย้ำของแถวหนึ่งต้องเหลื่อมกับอีกแถวหนึ่งถ้าเป็นเหล็กแบบ กลม เกลี้ยง ต้องมีผิวทั้งหมดเรียบเกลี้ยง ไม่มีรอยปริหรือแตกร้าว หรือเป็นปีกต้องเป็นเส้นเดียวกัน
ไม่มีการต่อหรือเชื่อมหากมีขึ้นในระหว่าง กระบวนการ ผลิตต้องตัดทิ้งให้หมด ผิวเหล็กต้องปราศจากคราบน้ำมันหรือสารอื่นใดที่จะมีผลทำให้แรงยึดระหว่างคอนกรีตกับเหล็กเสียไปเหล็กต้อง
ไม่เป็นสนิมขุม เว้นแต่สนิมผิวซึ่งยอมให้มีได้การตัดเหล็กให้ใช้หินเจียระไนหรือกรรไกรตัดเหล็ก ห้ามใช้ก๊าซดัดเพราะว่าความร้อนจากก๊าซตัดจะทำให้ คุณสมบัติของเหล็กต่ำลง
เหล็กเสริมคอนกรีตอัดแรงมีคาร์บอน 0.60 ถึง 0.90% ซิลิคอน 0.10 ถึง 0.35% แมงกานีส 0.40 ถึง 0.90%ฟอสฟอรัส ไม่เกิน 0.50% กำมะถันไม่เกิน 0.05% เหล็กมี 2 ชนิด ได้แก่ ชนิดเส้นเดียว มีขนาดเส้นผ่านศูนย์กลาง 4,5,7,9 มิลลิเมตรและชนิดตีเกลียวมีเส้นผ่าน ศูนย์กลาง 3/8 นิ้ว และ 0.05 นิ้ว

4. เหล็กลวดผูกเหล็ก
มีขนาดเส้นผ่านศูนย์กลาง 5.5 ถึง 8 มิลลิเมตร เหล็กลวดนี้ใช้สำหรับทำตะปู ลวดอาบสังกะสี ตาข่าย

โดย saweang | พ.ย. 6, 2019 | บทความเกี่ยวกับเหล็ก
ตะแกรงเหล็กไวร์เมช (Wire Mesh)
ตะแกรงเหล็กไวร์เมชกล้าเชื่อมติดเสริมคอนกรีต ทอติดกันเป็นผืน มีขนาดเส้นลวดขนาดต่างๆตั้งแต่ 3 มม.- 6 มม. ผลิตจากลวดเหล็กรีดเย็น (Cold Drawn Steel Wire) อาร์คเชื่อมติดกันด้วยไฟฟ้าทำให้จุดตัดทุกจุดหลอมละลายเป็นเนื้อเดียวกัน ระยะห่างของเส้นลวดหรือที่นิยมเรียกว่า @มีหลายขนาด เช่น 15*15 นิ้ว / 20*20 นิ้ว / 25*25 นิ้ว จะใช้แทนการผูกเหล็กเส้นธรรมดาทั่วไปเป็นอย่างดี ทำให้ประหยัดเวลา ประหยัดเงิน สามารถตัดเป็นแผงและเป็นม้วนได้ตามความต้องการโดยไม่เสียเศษ เงิน และแรงงานได้มากกว่า 80% และมีความสม่ำเสมอของตะแกรงที่แน่นอน ทำให้บริษัทหรือช่างก่อสร้างส่วนใหญ่เลือกใช้ จึงได้รับความนิยมใช้กันมาขึ้นเรื่อยๆ
ประโยชน์ของการเลือกใช้ไวร์เมช
ประหยัด
เพราะตะแกรงเหล็กสามารถผลิตได้ตามขนาดที่ต้องการ จึงทำให้ไม่เสียเศษเหล็ก และเป็นตะแกรงเหล็กที่มีกำลังคลากสูงกว่าเหล็กเส้นทั่วไปสองเท่าจึงทำให้ ประหยัดวัสดุ
ลดขั้นตอนเวลา
ภาระและความสูญเสีย เพราะเป็นตะแกรงเหล็กที่ลดขั้นตอนในการทำงานได้ถึง 50% และใช้งานได้รวดเร็ว เนื่องจากการขนส่งเคลื่อนย้ายสะดวกและรวดเร็ว การตัดและดัดทำให้ลดเวลาในการผูกเหล็กลงได้ถึง 70-90% นำไปใช้ได้ทันทีไม่ต้องเสียเวลาในการผูกเหล็ก
แข็งแรงสม่ำเสมอแน่นอน
เพราะเป็นตะแกรงเหล็กที่ผลิตด้วยระบบอัตโนมัติ ทุกระยะจุดเชื่อมไม่คลาดเคลื่อนได้มาตรฐาน สม่ำเสมอตลอดผืนและมีความมั่นคงแข็งแรง ไม่บิดงอ ทำให้งานเสริมเหล็กออกมาดี ซึ่งเป็นผลให้โครงสร้างมีความแข็งแรงสม่ำเสมอตลอดทั้งผืน

หน้าที่ของเหล็กไวร์เมช
เหล็กไวร์เมช ที่ใช้แทนการผูกเหล็กสำหรับทำถนนคอนกรีตเหล็ก Wire mesh มีหน้าที่เอาไว้รับแรงกระแทก และแรงกดทับเพราะ ช่วยให้การทำงานไวขึ้น และใช้เป็นทางยาวๆที่ใช้การเอาเหล็กมาผูกและเป็นเหล็กขนาดเล็กอาจจะไม่เหมาะเท่าที่ควรและประสิทธิภาพไม่ดีเท่าเหล็กไวร์เมช หรือตะแกรงไวร์เมช
ลักษณะการใช้งานตะแกรงไวร์เมช
ตะแกรงไวร์เมช เป็นตัวรับและกระจายน้ำหนักเหล็กตะแกรงในงานถนน มีไว้ป้องกันการแตกร้าวเป็นหลักหรือใช้ในการก่อสร้างถนน โดยใช้เหล็ก ส่วนใหญ่เอาไว้รับแรงดึง จากการขยายตัวของพื้นคอนกรีตความแข็งแรงของถนน
คือชั้นคันทางโดยมีคอนกรีตทำหน้าที่กระจายแรง ขณะเดียวกัน ถ้าคันทางรับน้ำหนักไม่ได้แม้คอนกรีตจะกระจายแรงได้ดีเพียงใด มันก็ รับน้ำหนักไม่ไหว ดังนั้น ถ้า คอนกรีตกระจายแรงได้ดี
แต่คันทางรับน้ำหนักไม่ได้ คอนกรีตก็จะแตก ตะแกรงเหล็กไวร์เมช ทั่วไปจะรับแรงดึงได้ มากกว่า เหล็กเส้นกลม ประมาณ 2 เท่า
ไวร์เมช มีลักษณะเด่นในการรับน้ำหนัก จึงเป็นที่นิยมในการปูพื้นเพื่อรองรับคอนกรีตที่เทเป็นพื้นตึกหรืออาคาร และใช้ในการก่อสร้างอาคาร
ปูกำแพงดิน ,ผนังรับแรง ,กำแพงคอนกรีต ที่ต้องการโครงสร้างที่ผสานเชื่อมต่อกันอย่างมั่นคงแข็งแรงมากๆ
-ประยุกต์ใช้ในงานต่างๆ ได้ตามความต้องการ เช่นโกดังเก็บของ ลานจอดรถ พื้นโรงจอดรถ เป็นต้น

ตะแกรงไวร์เมชหลักๆนั้น มีการใช้งานอยู่ 2 ประเภท คือ
- ตะแกรงเหล็กไวร์เมช เพื่อใช้สำหรับในงานเทพื้นคอนกรีต เพื่อรับน้ำหนักหรือรับแรง เหล็กไวร์เมชชนิดนี้ มรการใช้งานทั้ง เหล็กข้ออ้อยและเหล็กเส้นกลม ลักษณะของการใช้งานนี้คือ ใช้รองก่อนทำการเทพื้นคอนกรีต พร้อมกับเพื่อเพิ่มความสามารถในการรับน้ำหนัก และเพื่อเพิ่มความแข็งแรงให้กับพื้นของคอนกรีตอีกด้วย
- กัลป์วาไนซ์ ไวร์เมช ตะแกรงไวร์เมช ชนิดนนี้ทำมาเพื่อปูบนเพดาน เพื่อวางแผ่นฉนวนกันความร้อน ต่างจากตะแกรงไวร์ชนิดแรก เพราะไวร์เมชชนิดนี้ จะชุบกัลป์วาไนซ์เพื่อป้องกันการเกิดสนิม อีกทั้งยังทำให้มีอายุการใช้งานยาวได้นานยิ่งขึ้น ตะแกรงเหล็กไวร์เมช ที่เอาไว้ปูบนพื้นเพดานนั้น นิยมเรียกกันว่า กัลป์วาไนซ์ไวร์เมช
ในการเลือกใช้งานวายเมทนั้น ท่านต้องทราบขนาดของพื้นที่ของหน้างานก่อน แล้วจึงจะสั่งตะแกงไวร์เมช ตามขนาดของพื้นที่ของหน้างาน และประเภทงานเช่น ถ้าพื้นที่ที่ต้องรับน้ำหนักหรือรับแรงมากๆ ก็ควรเลือกใช้งานตะแกรงไวร์เมชที่มีขนาดของลวดที่ใหญ่ และระยะห่างที่ถี่มากขึ้น เพราะถ้าขนาดลวดที่ใหญ่ และระยะห่างที่ถี่ๆ ก็จะทำให้สามารถทนทานและรับน้ำหนักมากยิ่งขึ้น
ในสมัยก่อนการเทคอนกรีตที่ต้องการรับแรงให้ได้มากขึ้นนั้นต้องนิยมใช้เหล็กเส้นมาวางและผูกต่อกันเป็นตะแกรง แต่เนื่องด้วยวิธีการและการใช้งานที่แสงยุ่งยาก สิ้นเปลืองค่าแรงงาน และเสียเวลาจึงมีการใช้ตะแกรงไวร์เมชแทน เพราะง่ายกว่าวิธีเก่า และยังประหยัดเวลาในการทำงาน
ขอบคุณข้อมูลจากeducationbuilding.wordpress.com
โดย saweang | ก.พ. 7, 2019 | บทความเกี่ยวกับเหล็ก
“อุตตม” ประสานเอกชนเร่งทำแผนแม่บทอุตสาหกรรมเหล็กไทย หนุนผลิตเหล็กเกรดพิเศษรองรับอุตสาหกรรมชั้นสูง เล็งพื้นที่ “โคราช-ขอนแก่น” ส่งเสริมลงทุนสร้างผลิตรถไฟ รองรับการขยายตัวระบบราง
ด้าน“โคเบลโก้ มิลล์คอน สตีล” ลงทุน 6.7 พันล้านบาท ผลิตเหล็กลวดเกรดพิเศษรายแรกของไทย ชี้อีอีซีหนุนความต้องการใช้เหล็กสูงขึ้น ตั้งเป้าปีหน้ากำลังการผลิต 3.5 แสนตันต่อปี
นายอุตตม สาวนายน รัฐมนตรีว่าการกระทรวงอุตสาหกรรม เปิดเผยภายหลังการตรวจเยี่ยมโรงงาน บริษัท โคเบลโก้ มิลล์คอน สตีล จำกัด ผู้ผลิตเหล็กเกรดพิเศษสำหรับอุตสาหกรรมยานยนต์ และอุตสาหกรรมชั้นสูง ว่า อุตสาหกรรมเหล็กเป็นอุตสาหกรรมพื้นฐานที่สำคัญของประเทศ เป็นวัตถุดิบสำคัญทั้งในอุตสาหรรมก่อสร้าง และอุตสาหกรรมยานยนต์ในพื้นที่เขตพัฒนาพิเศษภาคตะวันออก (อีอีซี) โดยเฉพาะในอุตสาหกรรมยานยนต์ ที่รัฐบาลส่งเสริมไปสู่อุตสาหกรรมยานยนต์ชั้นสูง จึงจำเป็นต้องส่งเสริมอุตสาหกรรมผลิตวัสดุชั้นสูงควบคู่กันไปด้วย
“การยกระดับอุตสากรรมภายในประเทศ จะต้องเชื่อมโยงตั้งแต่การผลิตชิ้นส่วนวัตถุดิบชั้นสูงไปจนถึงผู้ผลิตปลายน้ำที่ต้องใช้เทคโนโลยีที่ทันสมัยควบคู่กันไปด้วย ซึ่งจะต้องยกระดับห่วงโซ่การผลิตทั้งหมดไปสู่ระบบดิจิทัล ให้เติบโตขึ้นไปได้ โดยรัฐบาล และภาคเอกชนจะเร่งเดินหน้าดึงนักลงทุนในอุตสาหกรรมเป้าหมายเข้ามาเพิ่มขึ้นเรื่อยๆ”
ดึง ส.อ.ท. วางแผนระยะยาว
ส่วนการพัฒนากลุ่มอุตสาหกรรมเหล็กนั้น ได้มอบหมายให้กลุ่มอุตสาหกรรมเหล็กและเหล็กกล้า สภาอุตสาหกรรมแห่งประเทศไทย (ส.อ.ท.) จัดทำร่างแผนแม่บทอุตสาหกรรมเหล็กของไทย เพื่อรองรับการปรับเปลี่ยนโครงสร้างเศรษฐกิจของประเทศ โดยจะต้องมองทั้งระยะสั้น กลาง และยาว 5-10 ปี และจะต้องลงลึกในรายละเอียดว่าในแต่ละปีจะทำอะไร รวมทั้งจะต้องมุ่งสู่การวิจัยใช้เทคโนโลยีภายในประเทศมากขึ้น คาดว่าจะภายใน 2 สัปดาห์จะเห็นแนวทางของแผนแม่บทนี้
นอกจากนี้ กระทรวงอุตสาหกรรม ได้ส่งเสริมอุตสาหกรรมการผลิตรถไฟ เพื่อรองรับการขยายตัวของระบบขนส่งทางรางในประเทศไทย โดยกำหนดพื้นที่ให้การส่งเสริมจะอยู่ในบริเวณจ.นครราชสีมา ไปจนถึงขอนแก่น ซึ่งจะเร่งแผนแม่บทการผลิตหัวจักรรถไฟ รถไฟฟ้า และโบกี้ ให้เสร็จภายในรัฐบาลนี้
“โคเบลโก้” ชี้อีอีซีหนุนใช้เหล็ก
นายมาซาทาคะ ชิโมซึซะ ประธานกรรมการบริหาร บริษัท โคเบลโก้ มิลล์คอน สตีล จำกัด หรือ KMS กล่าวว่า ภาพรวมการแข่งขันในธุรกิจเหล็กลวดเกรดพิเศษ เนื่องจากบริษัทเป็นผู้ผลิตเพียงรายเดียวในประเทศไทย จึงไม่มีปัญหาด้านการแข่งขันราคาภายในประเทศ มีความได้เปรียบ และสามารถแข่งขันการนำเข้าเหล็กจากต่างประเทศในประเภทเดียวกัน เนื่องจากบริษัทสามารถผลิตและจำหน่ายได้ในราคาที่ต่ำกว่าการนำเข้า รวมทั้งบริษัทยังได้สิทธิประโยชน์ด้านภาษีจากสำนักงานคณะกรรมการส่งเสริมการลงทุน (บีโอไอ) ด้วย ส่งผลให้บริษัทมีศักยภาพในการขยายกำลังการผลิต และตลาดได้อย่างเต็มที่
ประกอบกับการที่รัฐบาลมีนโยบายผลักดันอีอีซี เพื่อดึงดูดการลงทุน สนับสนุนอุตสาหกรรมเป้าหมายใหม่ ทำให้บริษัทได้รับประโยชน์จากทางผู้ผลิต อุตสาหกรรมยานยนต์ ขยายการลงทุนมาลงในพื้นที่ อีอีซีมากขึ้นด้วย
ทั้งนี้ ปัจจุบันบริษัทมีกำลังการผลิต 160,000 ตันต่อปี ส่วนใหญ่กว่า 70% เป็นการผลิตเหล็กเหล็กลวดเกรดธรรมดา และราว 20-30% เป็นการผลิตเหล็กลวดเกรดพิเศษ โดยปีหน้าตั้งเป้าขยายกำลังการผลิตเป็น 350,000 ตันต่อปี พร้อมกับการเพิ่มสัดส่วนการผลิตเหล็กลวดเกรดพิเศษกว่า 30% หรือประมาณ 10,000 ตันต่อเดือน และคาดว่าจะขยายกำลังการผลิตเป็น 400,000 ตันต่อปีได้ภายในปี 2563
เน้นผลิตเหล็กเกรดพิเศษ
นอกจากนี้ KMS เป็นบริษัทร่วมทุนระหว่างบริษัทมิลล์คอน สตีล จำกัด (มหาชน) และบริษัท โกเบ สตีล จำกัด ผู้ผลิตเหล็กรายใหญ่ของประเทศญี่ปุ่น ถือเป็นผู้ผลิตและจำหน่ายเหล็กลวดเกรดพิเศษรายแรกและรายเดียวในประเทศไทย จากในอดีตนำเข้าจากต่างประเทศ 100% โดยลูกค้าส่วนใหญ่เป็นกลุ่มอุตสาหกรรมยานยนต์ และชิ้นส่วนยานยนต์ อาทิ ยางรถยนต์ เครื่องยนต์ สปริง น็อต สกรู โชคอัพ suspension เป็นต้น
“ปีนี้การผลิตของบริษัทยังเป็นเหล็กลวดเกรดธรรมดา สำหรับเหล็กลวดเกรดพิเศษได้ผลิตและส่งให้ลูกค้าทดลองสินค้าแล้วเฉลี่ย 3,000 ตันต่อเดือน ซึ่งนับว่าได้รับผลตอบรับเป็นอย่างดี บริษัทฯจึงได้มีแผนที่ขยายสัดส่วนการผลิตเหล็กลวดเกรดพิเศษเพิ่มขึ้น เพื่อตอบสนองความต้องการของตลาดทั้งภายในประเทศ และต่างประเทศ โดยเฉพาะกลุ่มประเทศอาเซียน อินโดนีเซีย มาเลเซีย เวียดนาม เป็นต้น รวมถึงประเทศจีนที่ขณะนี้อยู่ระหว่างการศึกษาตลาดและความเป็นไปได้”
วางแผนส่งออกเหล็กปีหน้า
นายธีรยุทธ เลิศศิรรังสรรค์ ประธานกรรมการบริหารร่วม บริษัท โคเบลโก้ มิลล์คอน สตีล จำกัด กล่าวว่า จากการเร่งขยายกำลังการผลิตทั้งเหล็กลวด และเหล็กลวดเกรดพิศษ ทำให้คาดว่ารายได้ของบริษัทจะเพิ่มขึ้นอย่างก้าวกระโดด โดยในปี 2561 คาดว่าจะมีรายได้ 3,000 ล้านบาท ปี 2562 คาดว่าจะอยู่ที่ 7,000 ล้านบาท และในปี 2563 จะเพิ่มไปที่ 8,000 ล้านบาท
โดย KMS มีเป้าหมายที่จะให้ไทยลดการนำเข้าเหล็กลวดเกรดพิเศษให้ได้ 100% และเป็นฐานการผลิตส่งไปยังประเทศต่างๆ ในอาเซียน คาดว่าจะเริ่มส่งออกได้ในช่วงกลางปีหน้า โดยจะเริ่มส่งออกไปยังประเทศอินโดนีเซียก่อน จากนั้นจะขยายไปยังเวียดนาม และมาเลเซีย เนื่องจากประเทศเหล่านี้เป็นลูกค้าของบริษัท โกเบ สตีล จำกัด มานาน จึงขยายตลาดไปสู่ประเทศเหล่านี้ได้ไม่ยาก
นอกจากนี้ การที่โครงการ อีอีซี เกิดขึ้น ทำให้ยอดขายเหล็กของ KMS เพิ่มขึ้นจากประมาณการเดิม 10% โดยก่อนหน้าที่โครงการ อีอีซี จะเกิด คาดว่าจะมียอดขายเดือนละ 1.5-1.8 หมื่นตันต่อเดือน แต่จากการขยายตัวภาคอุตสาหกรรมในอีอีซี ทำให้ปรับประมาณการณ์ใหม่เป็น 2 หมื่นตันต่อเดือน ซึ่งปริมาณที่เพิ่มขึ้นจะเกิดอย่างต่อเนื่องในระยะยาว
สำหรับ บริษัท โคเบลโก้ มิลล์คอน สตีล จำกัด บริษัทร่วมทุนระหว่าง บริษัท มิลล์คอน สตีล จำกัด (มหาชน) ผู้ชำนาญในการผลิตเหล็กและเป็นหนึ่งในบริษัทชั้นนำของประเทศไทยที่ใช้เทคโนโลยีผลิตเหล็กที่คำนึงถึงการอนุรักษ์สิ่งแวดล้อม และคุณภาพเหล็กที่ได้มาตรฐาน และ บริษัท โกเบ สตีล จำกัด ผู้ผลิตเหล็กรายใหญ่ของประเทศญี่ปุ่น มีความชำนาญในการผลิตเหล็กเกรดพิเศษ เพื่อจำหน่ายให้กับบริษัทยานยนต์ชั้นนำ ทุนจดทะเบียน 2.83 พันล้านบาท เงินลงทุน 6.79 พันล้านบาท เริ่มดำเนินการผลิตเหล็กลวดเกรดธรรมดาตั้งแต่ปี 2559 และเริ่มผลิตเหล็กลวดเกรดพิเศษในปี 2561
แหล่งที่มา : กรุงเทพธุรกิจ

โดย saweang | มิ.ย. 12, 2018 | บทความเกี่ยวกับเหล็ก
กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ เป็นกรรมวิธีที่อาศัยการอาร์ก ระหว่างปลายลวดเชื่อมกับชิ้นงานหลอมเป็นแนวเชื่อมได้อย่างต่อเนื่องและสมบูรณ์ จะต้องใช้ทักษะจากช่างเชื่อมในการปฏิบัติงาน จึงจำเป็นอย่างยิ่งที่ช่างเชื่อมหรือผู้ปฏิบัติงาน จำเป็นต้องรู้ถึงเทคนิค ต่าง ๆ ในการปฏิบัติงานดังนี้
2.1.2.4 ปฏิบัติตามขั้นตอนอย่างต่อเนื่องและหลายครั้งจนเกิดความชำนาญ
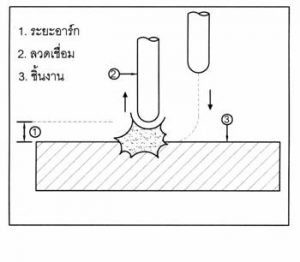
รูปที่ 130 แสดงถึงวิธีการเริ่มต้นอาร์กแบบเคาะ
2.1.2 วิธีขีด (Scratching) หรือวิธีเขี่ยลวดเชื่อม ซึ่งมีวิธีการปฏิบัติดังนี้
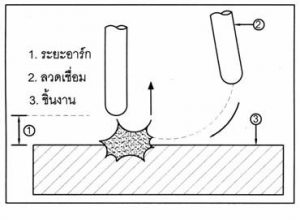
รูปที่ 131 แสดงถึงวิธีการเริ่มต้นอาร์กแบบขีด
2.2 การเริ่มต้นและสิ้นสุดแนวเชื่อม
คุณภาพของแนวเชื่อมนั้นไม่ได้ดูตรงส่วนหนึ่งส่วนใดเป็นการเฉพาะแต่จะต้องดูตลอดทั้งแนว ช่างเชื่อมหลายคนไม่ประสบความสำเร็จเท่าที่ควร เนื่องจากละเลยข้อปฏิบัติการเริ่มต้น และการสิ้นสุดแนวเชื่อม จึงควรพิจารณาวิธีปฏิบัติดังนี้
2.2.1 การเริ่มต้นเชื่อม ควรเตรียมงานให้สะอาด ปราศจากสิ่งต่าง ๆ เช่น จาระบี น้ำมันสนิมเพราะจะทำให้รอยเชื่อมที่ได้ไม่มีคุณภาพตามต้องการ การเริ่มต้นเชื่อมบริเวณจุด เริ่มต้นของแนวเชื่อมจะเริ่มจากการทำให้เกิดการอาร์ก เมื่อเกิดการอาร์กขึ้นแล้วให้ยกลวดเชื่อม
ขึ้นประมาณ 2 เท่าของเส้นผ่าศูนย์กลางลวดเชื่อม ทำมุมเชื่อมตามลักษณะของรอยต่อ แบบต่าง ๆ ซึ่งมุมเชื่อมจะแตกต่างกันไป หลังจากนั้นให้สร้างบ่อหลอมเหลวซึ่งจะกว้างประมาณ 1.5 – 2 เท่า ของเส้นผ่าศูนย์กลางลวดเชื่อม และต้องให้มีการซึมลึกอย่างสม่ำเสมอ
2.2.2 วีธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม เมื่อทำการเชื่อมถึงจุดสุดท้ายของแนวเชื่อมจะเป็นแอ่งโลหะปลายแนวเชื่อม (Crater) ซึ่งเป็นจุดที่มีความแข็งแรงต่ำสุดของแนวเชื่อมและเป็นจุดเริ่มต้นของการเกิดรอยร้าวขึ้นได้ จึงจำเป็นต้องเติมลวดเชื่อมที่ปลายแอ่งโลหะให้เต็ม โดยให้เดินย้อนกลับเล็กน้อย แล้วหยุดเติมแอ่งปลายแนวเชื่อมให้เต็ม ดังแสดงในรูปที่ 132
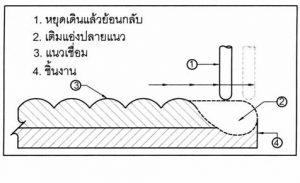
รูปที่ 132 แสดงถึงวิธีการเชื่อมเมื่อสิ้นสุดแนวเชื่อม
2.3 การต่อแนวเชื่อม ลวดเชื่อมไฟฟ้าแบบหุ้มฟลักซ์ เมื่อเชื่อมจนปลายลวดเชื่อมเหลือประมาณ 38.10 มม. จะต้องมีการเปลี่ยนลวดเชื่อมใหม่และในการเปลี่ยนลวดเชื่อมใหม่ จะต้องมีการต่อแนวเชื่อม ซึ่งจะต้องเป็นแนวเดียวกันกับแนวเดิม และจะต้องมีความแข็งแรงและมีคุณสมบัติเท่ากับแนวเดิมด้วย ซึ่งวิธีการต่อแนวเชื่อมมีวิธีการปฏิบัติดังนี้
2.3.1 ในกรณีที่แอ่งปลายแนวเชื่อมยังร้อนอยู่ ให้เชื่อมต่อได้ทันที ไม่ต้องเคาะทำความสะอาด โดยให้เริ่มต้นอาร์กห่างจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½ – 1 นิ้ว ดังแสดงในรูปที่ 133 เริ่มอาร์กที่จุด A แล้วจึงถอยหลังกลับไปที่จุด B ซึ่งเป็นบ่อหลอมละลายของแนวเชื่อมเดิม (วิธีนี้ถ้าช่างเชื่อมขาดทักษะจะเกิดสแลกฝังในรอยเชื่อม)
2.3.2 ในกรณีที่แอ่งปลายแนวเชื่อมเย็นแล้ว ให้ทำความสะอาดโดยใช้ค้อนเคาะสแลก (Slag) ออกและใช้แปรงลวดขัดให้สะอาดอีกครั้งหนึ่ง หลังจากนั้นให้เริ่มต้นอาร์กห่างจากแอ่งหลอมเหลวเดิมไปทางด้านหน้าประมาณ ½ นิ้ว – 1 นิ้ว เช่นเดียวกับข้อ 2.3.1 ดังแสดงในรูปที่ 133 เริ่มอาร์กที่จุด A แล้วจึงถอยหลังกลับไปที่จุด B ซึ่งเป็นบ่อหลอมเหลวของ แนวเชื่อมเดิม
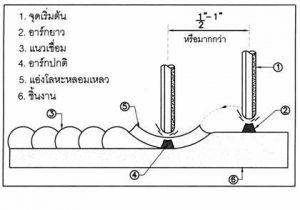
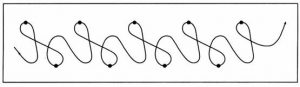
รูปที่ 133 แสดงวิธีการต่อแนวเชื่อม รูปที่ 136 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมท่าเหนือศีรษะ
ข้อสังเกตในการต่อแนวเชื่อม ไม่ควรเริ่มต้นอาร์กใหม่ข้างแอ่งโลหะ ปลายแนวเชื่อมเพราะจะทำให้ความร้อนไม่เพียงพอที่จะหลอมเหลวเป็นเนื้อเดียวกันของแนวเชื่อม และการเติมลวดเชื่อมตรงแนวต่อจะต้องควบคุมอย่าให้มากเกินไป เพราะจะทำให้แนวเชื่อมนูนกว่าแนวเดิมแต่ถ้าเติมลวดเชื่อมน้อยเกินไป จะทำให้แนวเชื่อมแบนและเกิดรอยแหว่ง
2.4 การเชื่อมแนวเส้นเชือก หมายถึง การเชื่อมโดยไม่ส่ายลวดเชื่อมขณะทำการเชื่อมเพียงแต่ควบคุมระยะอาร์ก มุมของลวดเชื่อม และความเร็วในการเดินลวดเชื่อมเท่านั้น ซึ่งการเชื่อมแนวเส้นเชือกนี้ โดยทั่วไปจะใช้กับการเชื่อมในท่าขนานนอน และท่าตั้งเชื่อมลง เพราะถ้าส่ายลวดเชื่อมอาจทำให้แนวเชื่อมไม่สมบูรณ์โดยเฉพาะเกิดรอยแหว่งขึ้นได้
2.5 การเชื่อมส่ายลวดเชื่อม หมายถึง การลากลวดเชื่อมไปทางด้านข้างเพื่อให้แนวเชื่อมมีขนาดกว้างขึ้น โดยทั่วไปแล้วความกว้างของแนวเชื่อมไม่ควรเกิน 5 เท่าของความโตลวดเชื่อม การเลือกรูปร่างหรือแบบของการส่ายลวดเชื่อม จะต้องคำนึงถึงชนิดของรอยต่อขนาดของแนวเชื่อมและตำแหน่งท่าเชื่อมด้วย การเชื่อมส่ายลวดเชื่อมนี้ โดยทั่วไปใช้เทคนิคนี้กับการเชื่อมรอยต่อร่องของตัววี สำหรับงานหนา ๆ และรอยเชื่อมฟิลเลทบนรอยต่อแบบต่าง ๆ หรือการเชื่อมเสริมทับกันหลาย ๆ ชั้น การเชื่อมส่ายลวดเชื่อมจะเป็นเทคนิคที่สำคัญอย่างหนึ่งสำหรับการเชื่อมไฟฟ้าแบบอาร์ก แต่ต้องระลึกไว้เสมอว่า การเปลี่ยนแปลงใด ๆ ในการเชื่อม เช่น เปลี่ยนแปลงมุมเอียงระยะอาร์ก รูปแบบการส่ายลวดเชื่อม จะมีผลโดยตรงต่อคุณภาพของแนวเชื่อมอนึ่งการส่ายลวดเชื่อมในบางกรณี จะทำเพื่อให้รอยเชื่อมมีเกล็ดสวยเท่านั้น โดยไม่คำนึงถึงประโยชน์ด้านอื่น ๆ การส่ายลวดเชื่อมอาจแบ่งตามลักษณะของตำแหน่ง ท่าเชื่อมดังต่อไปนี้
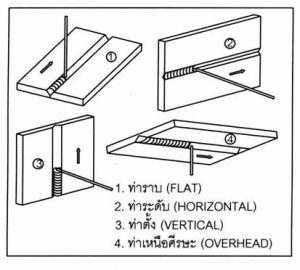
2.5.1 การส่ายลวดเชื่อมในตำแหน่งท่าเชื่อม ท่าราบ (Flat Surface) ดังแสดงใน
รูปที่ 134 (จุดสีดำตามแนวด้านข้างรอยเชื่อม หมายถึง จุดที่หยุดเติมลวดเชื่อมเพื่อให้เติมลวดเชื่อมที่แนวด้านข้าง มากกว่าส่วนอื่น เพื่อป้องกันการเกิดรอยแหว่งที่ขอบแนวเชื่อม)
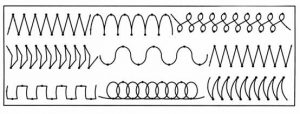 รูปที่ 134 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ
รูปที่ 134 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมราบ
2.5.2 การส่วยลวดเชื่อมในตำแหน่งท่าเชื่อมท่าตั้ง (Vertical Line) ดังแสดงในรูปที่ 135
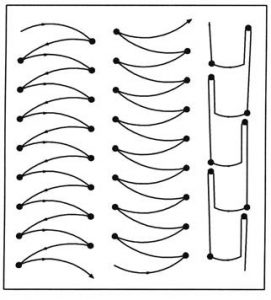
รูปที่ 135 แสดงการส่ายลวดเชื่อมในตำแหน่งท่าเชื่อมท่าตั้ง
2.5.4 การส่ายลวดเชื่อมในตำแหน่งท่าเชื่อม ท่าเหนือศีรษะ (Overhead) ดังแสดงในรูปที่ 136

2.1.1.1 ถือลวดเชื่อมให้อยู่ในตำแหน่งตั้งฉากกับชิ้นงาน
2.1.1.2 กดลวดเชื่อมลงไปเคาะหรือแตะบนแผ่นเหล็กเบา ๆ แล้วรีบยกขึ้นโดยเร็วเมื่อเกิดการอาร์กและให้ลวดเชื่อมเคลื่อนที่ไปข้างหน้าประมาณ 2-3 มม.
2.1.1.3 ปฏิบัติตามลำดับขั้นตอนอย่างต่อเนื่อง และหลายครั้งจนเกิดความชำนาญ 2.1.1 วิธีเคาะ (Tapping) หรือวิธีแตะ ลวดเชื่อม ซึ่งมีวิธีการปฏิบัติดังนี้

โดย admin_sale | มิ.ย. 13, 2017 | ข่าวอุตสาหกรรมเหล็ก
Kobelco Millcon Steel เริ่มผลิตลวดเหล็กพิเศษ
โรงงานผลิตเหล็กพิเศษที่บริหารโดยการร่วมทุนของ Kobe Steel และ Millcon Steel ของไทยซึ่งตั้งอยู่ที่จังหวัดระยองทางภาคตะวันออกของประเทศไทย ได้เริ่มเดินสายการผลิตแล้ว ด้วยความร่วมมือจาก Kobe Steel ทางโรงงานคาดว่าจะเริ่มส่งผลิตภัณฑ์ตัวอย่างให้ลูกค้าได้ภายในไม่กี่เดือนข้างหน้า
โดยทั้ง 2 บริษัทได้ทำข้อตกลงร่วมกันเมื่อเดือนภุมภาพันธ์ ปี 2016 ในการผลิตลวดเหล็กพิเศษ การร่วมทุนครั้งนี้ได้ทำการเปลี่ยนโรงงานชื่อเป็น Kobelco Millcon Steel Co (KMS) โดยปกติโรงงานทำการผลิตลวดเหล็กธรรมดา แต่ในช่วงปลายเดือนพฤษภาคมได้เริ่มทดสอบผลิตลวดเหล็กพิเศษ
ทางโรงงานกล่าวว่าพวกเราวางแผนที่จะจัดส่งสินค้าตัวอย่างให้กับลูกค้าที่เกี่ยวข้องตั้งแต่ช่วงฤดูร้อนและเริ่มขายลวดเหล็กพิเศษตอนสิ้นสุดปีงบประมาณของปีนี้คือในช่วงเดือนมีนาคม ปี 2018 และยังมุ่งเป้าที่จะทำการผลิตลวดเหล็กพิเศษอย่างเต็มที่ภายในปี 2020
การที่ Millcon สามารถผลิตเหล็กพิเศษของไทยได้ เพราะว่า Millcon มีโรงงานที่มีกำลังการผลิตลวดเหล็กคาร์บอนอยู่ที่ 480,000 ตันต่อปี และเมื่อโรงงานมีการใช้กำลังการผลิตเต็มกำลัง ทางโรงงานมุ่งหวังว่าการผลิตลวดเหล็กพิเศษจะมีปริมาณเกินครึ่งนึงของกำลังการผลิตทั้งหมด
Kobe ได้ทำการจัดส่ง billets พิเศษจากประเทศญี่ปุ่นให้กับ RSM สำหรับการเริ่มเดินสายการผลิต ซึ่งทาง Kobe จะจัดส่งวัตถุดิบแบบนี้ให้เรื่อยๆ
โดยทาง KMS ก็จะทำการจัดส่งลวดหล็กพิเศษให้กับ Kobe CH Wire (Thailand) ตั้งอยู่ที่หนองจอกใกล้กับกทม เพื่อผลิตลวดเหล็กเย็น ซึ่งมีกำลังการผลิตอยู่ที่ 4,500 ตันต่อเดือน และ Mahajak Kyodo bright (cold-finished) bars สำหรับ suspension springs ซึ่งมีกำลังการผลิตอยู่ที่ 2,700 ตันต่อเดือน
เดิมทีทาง Kobe ได้จัดส่งลวดเหล็กพิเศษจากประเทศญี่ปุ่นให้กับโรงงานทั้ง 2 แต่หลังจากนี้ ทาง Kobe จะจัดส่ง billet ให้ KMS แทน สำหรับการผลิตลวดเหล็กพิเศษ และด้าน Millcon จะจัดหา billets ให้ KMS สำหรับการผลิตลวดเหล็กธรรมดา
Cr:http://iiu.isit.or.th
