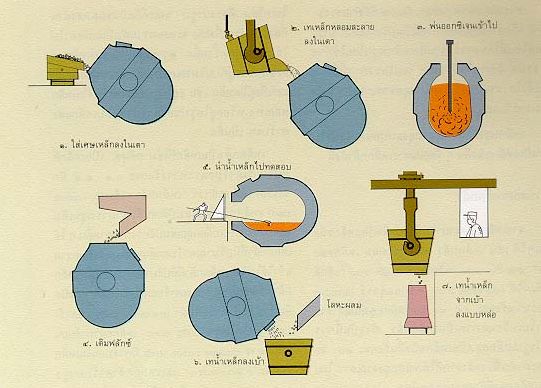
การผลิตเหล็กกล้า
การผลิตเหล็กกล้า
จาก
เหล็ก
การ

การ
ดัด

การ
เหล็ก
การ
เตา
ใน

การผลิตเหล็กกล้า
จาก
เหล็ก
การ
การ
ดัด
การ
เหล็ก
การ
เตา
ใน

งานก่อสร้างอาคารโครงสร้างเหล็กรูปพรรณรีดร้อน ย่อมมาพร้อมกับวิธีการก่อสร้างที่จะขาดไปไม่ได้คือ “การเชื่อม” ในแง่หนึ่ง การเชื่อมเป็นเทคนิคด้านงานก่อสร้างที่ทำกันอยู่ทั่วไป เหมือนเป็นทักษะพื้นฐานที่ต้องติดตัวช่างก่อสร้าง การเชื่อมก็เป็นทักษะที่มีระดับความชำนาญหลายระดับ และต้องได้รับการฝึกฝนในระยะเวลาหนึ่ง เพราะในงานก่อสร้างอาคารโครงสร้างเหล็กใดๆ เรามักจะพบปัญหาจากการเชื่อมอยู่เสมอ ไม่มากก็น้อย

โดยหลักการทั่วไป คุณภาพการเชื่อมเหล็กที่ดี จะขึ้นอยู่กับปัจจัย 2 อย่างด้วยกัน คือการควบคุมความสมดุลระหว่างกำลังไฟ และความเร็วในการลากผ่านการเชื่อม โดยทั้งหมดจะต้องคำนึงถึงความหนาของเหล็กที่ใช้ และวัตถุประสงค์ของการใช้งานต่อไป
เมื่อเป็นฝีมือคน จึงเป็นเรื่องท้าทายในการควบคุมปัจจัยทั้งสองให้สอดคล้องกันเพื่อให้ได้งานเชื่อมที่มีคุณภาพในตอนท้าย เพราะหากไม่แล้ว งานเชื่อมที่ด้อยคุณภาพก็อาจนำมาซึ่งความไม่สม่ำเสมอของรอยต่อ มีส่วนเว้าแหว่งที่เชื่อมไม่ติด ความเปราะของรอยเชื่อม อันจะทำให้ความสามารถในการรับน้ำหนักของงานโครงสร้าง ไม่ตรงตามที่วิศวกรคำนวณ และอาจนำมาซึ่งการพังทลายของโครงสร้างได้
รอยเชื่อมที่มีคุณภาพนั้น จะเป็นที่เข้าใจกันว่าตะเข็บต้องมีลักษณะสม่ำเสมอ ลากยาว และเป็นเนื้อเดียว (ภาษาช่างเรียกเหมือนเป็นเกล็ดปลา) แต่นอกจากนั้นก็จะขึ้นอยู่กับการใช้งาน และหน้าที่การรับน้ำหนักของแต่ละจุด ที่จะต้องผ่านการออกแบบการเชื่อม ที่สัมพันธ์กับการคำนวณจากวิศวกร

โดยจะมีจุดบกพร่องและปัญหาที่จะเกิดอยู่บ้างในระหว่างการเชื่อม ที่จะก่อให้เกิดงานที่ไม่ได้คุณภาพ ยกตัวอย่างเช่นอย่างแรกคือฟองอากาศ (Porosity)ที่อาจเกิดจากการเชื่อมที่ไม่ชำนาญ และความไม่สมดุลของกำลังไฟและกระบวนการเชื่อม ซึ่งอาจก่อให้เกิดปัญหาเรื่องความเปราะฟองอากาศเพียงเล็กน้อยอาจไม่ส่งผลกระทบต่อโครงสร้างมาก แต่นั่นย่อมขึ้นอยู่กับขนาดและลักษณะของฟองอากาศในแต่ละชิ้นงาน โดยป้องกันได้ด้วยหลายเทคนิควิธี คืออาจรักษาระยะอาร์คให้สั้นที่สุดเท่าที่จะเป็นไปได้เพื่อป้องกันเปลวดับ และรักษาโลหะไม่ให้เย็นตัว รวมถึงเป็นการรักษาอัตราความเร็วของแก๊สให้สม่ำเสมอที่สุด
ข้อบกพร่องที่อาจเป็นปัญหาต่อมาคือ Slag หรือโลหะแปลกปลอมที่ฝังในรอยเชื่อม ซึ่งอาจเกิดจากทั้งความสกปรกของชิ้นงาน ความไม่เรียบร้อย รวมไปถึงสนิมในบริเวณรอยต่อที่อาจจะเกิดขึ้นหลังการทาสีกันสนิม หาก Slag เปราะและหลุดจากรอยต่อนั้นๆ
วิธีการป้องกันปัญหาหรือข้อบกพร่องที่จะเกิดจากการเชื่อม รวมถึงการเพิ่มคุณภาพการเชื่อมเหล็กที่ได้ประสิทธิภาพที่สุด หนีไม่พ้นการทำความสะอาดชิ้นงานให้ปราศจากน้ำมัน และเศษสิ่งสกปรกก่อนทำงานเชื่อม ก็จะทำให้ได้คุณภาพงานเชื่อมเหล็กโครงสร้างรูปพรรณรีดร้อนที่มีประสิทธิภาพสูงสุด
ขอขอบคุณข้อมูลจากhttps://www.hbeamconnect.com/th/community/blog/

รู้จัก SM520… ดีกว่า แข็งแรงกว่า คุ้มกว่า!
SM520 คือเหล็ก HIGH STRENGTH STEEL ที่มีความแข็งแรง สามารถรับน้ำหนักได้มากกว่าเหล็กเกรดทั่วไป คำถามคือแล้วมันดีกว่าอย่างไร เรามีคำตอบครับ
.
1. SM520 สามารถช่วยลดต้นทุนได้มากกว่า
เพราะนอกจากจะใช้น้ำหนักโครงสร้างที่ลดลงแล้ว ยังลดค่าขนส่ง และค่าใช้จ่ายที่เกิดจากการทำระบบป้องกันไฟที่ตัวเหล็ก ทำให้ประหยัดได้สูงสุดถึง 20%
.
2. เพิ่มพื้นที่ใช้สอยได้มากกว่า
สามารถออกแบบใช้คานขนาดเล็กลง : ทำให้ระยะพื้นถึงฝ้าเพิ่มมากขึ้น อาคารจึงดูโปร่งโล่ง กว้างมากขึ้น
สามารถออกแบบใช้เสาขนาดเล็กลง : ทำให้มีขนาดพื้นที่ใช้สอยอาคารมากขึ้น
.
3. เวลาก่อสร้างน้อยกว่า : ด้วยขนาดที่เล็กลง ทำให้ใช้เวลาในการเชื่อมน้อยลง การติดตั้งก็สามารถทำได้เร็วขึ้น กว่าเหล็กเกรดปกติที่มีน้ำหนักมากกว่า ต่อเนื่องไปถึงเรื่องการยกติดตั้ง ที่จะใช้กำลังของเครนที่ยกน้อยลง ส่วนเรื่องการขนส่งก็สะดวกกว่าเพราะใช้เหล็กที่เล็กกว่า
.
4. ออกแบบได้หลากหลายกว่า : ด้วยความสามารถของ SM520 ที่แข็งแรงกว่า สามารถออกแบบอาคารให้มีความท้าทายและตอบโจทย์ผู้ออกแบบได้ลงตัว
ขอบคุณข้อมูลจากhttps://www.facebook.com/syssteel/posts/1558518804181714/

การอบชุบโลหะด้วยความร้อน มีกรรมวิธีอยู่มากมาย ไม่ว่าจะเป็น การอบอุ่น การชุบแข็ง การทำเทมเพอร์ การชุบแข็งผิว หรือการชุบแข็งโดยการตกตะกอน เป็นต้น แต่ละวิธีจะมีประโยชน์และการใช้งานที่แตกต่างกัน จะเลือกใช้วิธีใดขึ้นอยู่กับสมบัติสุดท้ายของโลหะที่เราต้องการ
เหล็กกล้าคาร์บอนมีสมบัติเด่นอย่างหนึ่งคือ สามารถเปลี่ยนแปลงระบบผลึกของตนเองได้เมื่อได้รับความร้อนหรือทำให้เย็นลง ซึ่งเราเรียกว่า สภาพอัญรูป (allotropy) จากสมบัติที่ดีในข้อนี้ทำให้เหล็กกล้าสามารถปรับปรุงสมบัติทางกลโดยกระบวนการทางความร้อน (heat treatment) ได้อย่างกว้างขวาง
Ø กรรมวิธีการอบชุบเหล็กกล้าที่สำคัญๆ อาจจำแนกได้ดังต่อไปนี้
Ø การอบอ่อน (annealing)
Ø การอบปรกปกติ (normalizing)
Ø การชุบแข็ง (hardening หรือ quenching)
Ø การทำเทมเพอร์ (tempering)
Ø การชุบแข็งออสเทมเพอริง (austempering)
Ø การชุบแข็งมาร์เทมเพอริง (martempering)
Ø การชุบแข็งที่ผิว (surface hardening หรือ case hardening)
Ø การอบอ่อน (Annealing)
กระบวนการการอบอ่อน (annealing) เป็นการให้ความร้อนกับเหล็กกล้าจนถึงอุณหภูมิออสเทไนไทซิงแล้วปล่อยให้เย็นตัวอัตราการเย็นที่ช้าๆ วัตถุประสงค์ของการอบอ่อนทำเพื่อปรับปรุงสมบัติของเหล็กกล้าที่ผ่านการขึ้นรูปต่างๆ เช่น ชิ้นงานหล่อ การขึ้นรูปเย็น การขึ้นรูปร้อน ฯลฯ
v การอบปรกติ (Normalizing)
การอบปรกติ (normalizing) เป็นการให้ความร้อนกับเหล็กกล้าจนถึงอุณหภูมิออสเทไนไทซิงแล้วอบแช่ทิ้งไว้ จากนั้นปล่อยให้เย็นตัวในอากาศจนถึงอุณหภูมิห้อง ความแตกต่างระหว่างการอบปรกติกับการอบอ่อนจะอยู่ที่อุณหภูมิออสเทไนไทซิง และอัตราการเย็นตัว
การทำการอบปรกติจึงเหมาะกับการปรับปรุงโครงสร้างและการกระจายตัวของเกรนก่อนการชุบแข็ง ปรกติแล้วกระบวนการนี้จะทำกับเหล็กกล้าที่ผ่านการหล่อขึ้นรูปมาและเหล็กที่ผ่านการขึ้นรูปร้อน ซึ่งเกรนที่ได้จะหยาบและไม่สม่ำเสมอ โครงสร้างไม่เป็นเนื้อเดียวกันสำหรับชิ้นงานหล่อ
v การอบชุบแข็ง (Quenching)
การชุบแข็ง (quenching or hardening) เป็นการทำให้เหล็กล้าเย็นตัวอย่างรวดเร็ว (rapid cooling) เพื่อเปลี่ยนสภาพไปเป็นโครงสร้างที่เราต้องการ กระบวนการชุบแข็งนี้จะทำให้เหล็กมีความแข็งเพิ่มขึ้นขณะเดียวกันความเหนียวจะลดลง ดังนั้น ตัวแปรที่มีส่วนอย่างมากในการควบคุมอัตราการเย็นตัว คือ สารชุบ (quenching media) ซึ่งต้องเลือกให้เหมาะกับชนิดของเหล็ก
สารชุบเป็นตัวกลางผ่านความร้อนจากชิ้นงานให้หมดไปอย่างรวดเร็ว ดังนั้น สมบัติของสารชุบต้องให้อัตราการเย็นตัวที่สูงกว่าอัตราการเย็นตัววิกฤต เพื่อป้องกันกันการเปลี่ยนเฟสจากออสเทไนต์ไปเป็นโครงสร้างอื่นที่ไม่ใช่มาร์เทนไซต์
v การทำเทมเพอร์ (Tempering)
โครงสร้างมาร์เทนไซต์ที่ได้จากชุบแข็งมานั้น จะมีสมบัติที่แข็งและเปราะ อีกทั้งอัตราเย็นตัวที่รวดเร็วจะทำให้เกิดความเครียดขึ้นภายใน ส่งผลให้เหล็กขาดความเหนียวไม่ทนต่อแรงกระแทก อาจแตกร้าวภายหลังการใช้งานได้ ดังนั้น จึงต้องมีการนำเหล็กที่ผ่านการชุบแข็งมาทำเทมเพอร์เพื่อคลายความเครียดให้หมดไป
การเปลี่ยนแปลงสมบัติทางกลขณะทำเทมเพอร์ จะสัมพันธ์กับอุณหภูมิและเวลา ความเค้นตกค้าง (residual stress) เกิดขึ้นจากการชุบแข็งเนื่องจากอัตราการเย็นตัวที่สูง เมื่อนำชิ้นงานมาทำเทมเพอร์ความเค้นดังกล่าวจะลดลงยิ่งอุณหภูมิในการทำเทมเพอร์สูงขึ้นเปอร์เซ็นความเค้นตกค้างก็จะลดลงมากขึ้นด้วย
v การชุบแข็งออสเทมเพอริง
การชุบแข็งแบบออสเทมเพอริง (austempering) เป็นวิธีการหนึ่งในการชุบแข็งแบบเป็นชั้น (step quenching) ทั้งนี้มีวัตถุประสงค์เพื่อหลีกเลี่ยงการแตกร้าวหรือบิดงอของชิ้นงานที่มีความหนาบางแตกต่างกันมากๆ ดังนั้น จึงมีการหาวิธีที่ทำให้เหล็กเปลี่ยนแปลงโครงสร้างเป็นมาร์เทนไซต์หรือเบไนต์ที่อุณหภูมิสูงโดยไม่ต้องเย็นตัวลงมาถึงอุณหภูมิห้องในทันที วิธีที่นิยมมี 2 วิธี คือออสเทมเพอริงและมาร์เทมเพอริง
v การชุบแข็งมาร์เทมเพอริง
การชุบแข็งมาร์เทมเพอริง (martempering) เป็นการชุบแข็งแบบเป็นขั้นอีกวิธีหนึ่งที่มีวัตถุประสงค์เช่นเดียวกับออสเทมเพอริง คือ ป้องกันปัญหาการแตกร้าวและบิดงอจากอัตรการเย็นตัวอย่างรวดเร็วโครงสร้างที่ได้จากการทำมาร์เทมเพอริงจะป็นโครงสร้างมาร์เทนไซต์
v การชุบแข็งที่ผิว (surface hardening)
การชุบแข็งที่ผิว มีวัตถุประสงค์เพื่อทำให้บริเวณของชิ้นงานเกิดความแข็งขึ้น ส่วนเนื้อเหล็กบริเวณภายในยังคงอ่อนและเหนียวดังเดิม การชุบแข็งที่ผิวทำเพื่อให้เหล็กทนการสึกหรอที่บริเวณผิวดีขึ้น ขณะเดียวกันแกนกลางยังคงอ่อนเหนียว ซึ่งจะช่วยให้เหล็กรับแรงบิดหรือแรงกระแทกได้ดีขึ้น งานที่เหมาะกับการชุบแข็งที่ผิวได้แก่ เพลาข้อเหวี่ยง เฟืองเกียร์ต่างๆ และชิ้นส่วนที่ต้องการความทนทานการเสียดสี
v การอบชุบแข็งโดยวิธีการบ่มแข็งหรือการตกตะกอน
การชุบแข็งโดยการบ่มแข็งหรือการชุบโดยการตกตะกอน (age or precipitation hardening) เป็นกระบวนการที่อาศัยการเปลี่ยนแปลงเฟสที่เกิดขึ้นในสภาวะของแข็งโดยมีการเกิดเฟสของแข็งที่เป็นอนุภาคขนาดเล็กระดับนาโนเมตรที่เกิดขึ้นจากการตกตะกอนและมีแรงยึดเหนี่ยวกับเมทริกซ์ที่มีความอ่อนเหนียว ทำให้มีความแข็งแรงเพิ่มขึ้น
อ้างอิง
ณรงค์ศักดิ์ ธรรมโชติ. (2556). โลหวิทยา. กรุงเทพมหานคร : จุฬาลงกรณ์มหาวิทยาลัย.
วันนี้ผมมีเกล็ดเล็กเกล็ดน้อยมาให้ผู้อ่าน ที่แวะเวียนเข้ามาได้ลองอ่านกัน นั่นคือเคล็ด(ไม่)ลับ ในการดูเหล็กแต่ละชนิดมาให้อ่านครับ ผมคิดว่าบทความนี้ช่วยได้มากทีเดียวกับคนที่ต้องเข้ามาเกี่ยวข้องกับวงการ ก่อสร้างอย่างผม ทุกคนคงสงสัยว่า เหล็ก มันยากตรงไหน เหล็ก ก็คือเหล็กไม่ใช่เหรอ ใช่ครับ เหล็กก็คือเหล็ก แต่รู้ไหมครับว่าเหล็กเค้าเอาไปทำอะไรตั้งหลายอย่างที่เกี่ยวกับวงการก่อ สร้าง อันนี้ไม่นับเหล็กที่อยู่ในอาหารนะครับ นั่นเค้าเรียกธาตุเหล็ก อันนี้คงไม่เกี่ยวกัน เริ่มนอกเรื่องซะแล้วสิ ฮ่า ๆ …
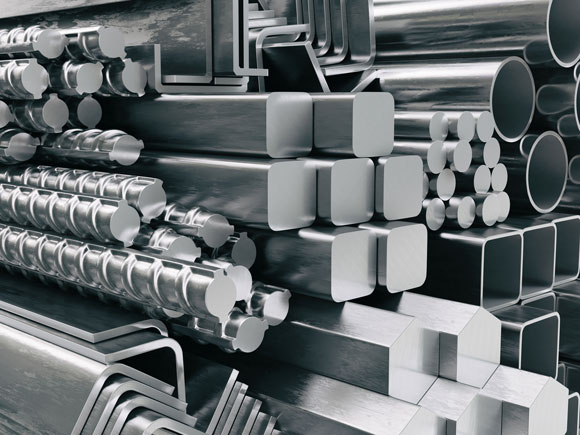
ก่อนอื่นต้องบอกว่าเหล็กเค้าเอาไปแปรรูปเป็นเหล็กชนิดต่าง ๆ ที่ผมรู้จักก็ได้แก่ เหล็กรูปพรรณ เหล็กเส้น และลวดเหล็กครับ อ้าวมีแค่ 3 ประเภทเองไหนว่าเยอะไง ใช่ครับถ้ามองแค่นี้มันไม่เยอะครับ แต่ว่าที่แยกย่อยไปอีกละครับ ปวดหัวกันแน่ ๆ ก่อนอื่นผมขอพูดไล่แต่ละประเภทของเหล็กแต่ละกลุ่มก่อนนะครับ ซึ่งทั้ง 3 กลุ่มนี้ที่กล่าวไปแล้วในตอนต้นแล้วเป็นการแบ่งของผมเอง เพื่อที่จะให้ง่ายในการจดจำ และครั้งนี้ผมก็ขออนุญาตพูดถึงแต่ในส่วนของเหล็กรูปพรรณก่อนนะครับ พูดรวมทั้งหมดคงยาวแน่ ๆ อีกอย่างคือกันคุณผู้อ่านสับสน ซึ่งรวมผมด้วยครับ แหะ ๆ
เหล็กรูปพรรณ ก็คือเหล็กที่เค้าเอามาทำขึ้นเป็นรูปทรงต่าง ๆ เพื่อให้ง่ายต่อการใช้งาน ด้วยกรรมวิธีต่าง ๆ ซึ่งรายละเอียดตรงนี้ผมขอละไว้นะครับเพราะผมมาพูดถึงชื่อของมันกับจุดสังเกตของเหล็กแต่ละตัวมากกว่า เปรียบเทียบง่าย ๆ คือ ก็เหมือนทองคำนั่นแหละครับ ทองคำตอนแรกมันเป็นแท่ง ๆ ใช่ไหมครับไอ้ว่าจะเอามาใช้เป็นเครื่องประดับ จะเอามันมาคล้องคอตอนมันเป็นแท่ง ๆ ก็ใช่เรื่อง ต้องลำบากไปหาหมอให้วุ่นวายอีกเพราะคอเคล็ด
เค้าเลยแปรรูปทองออกมาให้สวยงามเป็นเส้น ๆ ให้มันง่ายต่อการใช้งานและความสวยงามด้วยซึ่งก็คือทองรูปพรรณ หลักการก็เป็นแบบเดียวกันครับ เอาละครับมาเริ่มกันเลยดีกว่า
เหล็กแผ่น เหล็กแผ่นนี่ให้คิดไว้ก่อนเลยครับว่าเป็น เหล็กแผ่นดำ ซึ่งจริง ๆ มันมีเหล็กแผ่นขาวด้วย แต่โดยส่วนใหญ่ที่เค้าใช้กันคือ เหล็กแผ่นดำครับ แล้วเหล็กแผ่นดำกับเหล็กแผ่นขาวมันต่างกันยังไงละ ผมก็ไม่รู้ครับว่าเค้าเอาไปใช้งานต่างกันหรือเปล่า แต่ที่รู้คือขนาดของมันที่มีต่างกันครับ
เหล็กแผ่นดำจะมีขนาดตั้งแต่ 4×8 ฟุต เรื่อยไปจนถึง 5×20 ฟุตครับในปัจจุบันมีขนาดกี่ฟุตแล้วผมก็ไม่ทราบครับแต่มันไม่หยุดแค่ 5×20 ฟุตแน่นอนครับ ส่วนเหล็กแผ่นขาวมีขนาดเดียวที่ 4×8 ฟุตครับ แล้วทั้ง 2 แบบมีหลายความหนาเหมือนกันครับ สำหรับเหล็กแผ่นขาวทั่วไปเค้าจะเรียกกันแบบเจาะจงไปเลยครับว่าเหล็กแผ่นขาว แต่ที่มีปัญหาบ่อย ๆ นั่นคือเหล็กแผ่นดำ โดยที่ผมได้ยินคนส่วนใหญ่เค้าเรียก ๆ กันก็มีดังนี้ เหล็กแผ่น, PLATE บางครั้งเค้าก็เขียนกันแค่ว่า PL อันนี้ให้ไปดูที่ขนาดให้ชัวร์ครับว่าเค้าจะเอาเหล็กอะไรกันแน่
ผมเคยเห็นบางครั้งนะครับเค้าเขียนมาว่าเหล็กแผ่น แต่ขนาดที่ต้องการกลับระบุมาว่าจะเอาเหล็กแบนซะงั้น อ้อผมลืมเหล็กแผ่นอีกตัวไปครับ นั่นคือเหล็กแผ่นลาย แต่ที่เห็นส่วนใหญ่ว่าถ้าหากว่าเค้าจะเอาเหล็กแผ่นลายเค้าจะระบุมาเลยว่าเป็นเหล็กแผ่นลายหรือ Checkered Plate ครับ สำหรับเหล็กแผ่นโดยหลัก ๆ ก็มีเท่านี้แหละครับ ก็ให้ระวังเรื่องเหล็กแผ่นดำแค่นั้นที่คนส่วนใหญ่มักมีชื่อเรียกที่แปลกออกไป
เหล็กแบน ตัวนี้ต้องบอกก่อนนะครับว่ามันไม่ใช่เหล็กแผ่น มันเหมือนกันก็จริงแต่เหล็กแบนตัวนี้มันออกจะยาวมากกว่าที่จะเป็นแผ่นนะครับ เพราะโดยปกติแล้วมันมีความยาวที่ 6 เมตร ความกว้างกับความหนาก็แล้วแต่จะสั่งครับ ยกตัวอย่างนะครับ เหล็กแบนหน้ากว้างที่ 25 มม. หนาที่ 3 มม. แล้วยาวที่ 6 เมตร นึกภาพออกไหมครับว่าที่จริงมันยาวมากกว่าที่จะแผ่กว้างออกไปเป็นแผ่น ถ้านึกไม่ออกก็ดูรูปเลยครับ (แล้วจะอธิบายทำไมให้มันยืดยาวเนี่ย..)

ส่วนชื่อที่เรียกกันก็มี เหล็กแบน, Flat Bars บางครั้งจะเห็นเขียนย่อ ๆ ว่า F/B ก็ให้เข้าใจตามนี้นะครับว่าทั้งหมดนี้คือเหล็กแบน
เหล็กโครงสร้างรูปตัวซี (Lip Channel) เหล็กตัวนี้ไม่มีอะไรมากครับ ที่เห็นส่วนใหญ่เรียกกันก็คือเหล็กตัวซี หรือเขียนย่อ ๆ ว่า C ซึ่งก็เหมือนเดิมครับให้เราไปสังเกตที่ขนาดเอาว่าเค้าต้องการเหล็กอะไรกัน แน่ครับ เพราะมันจะไปสับสนกันระหว่างตัวเหล็กรางน้ำครับดูรูปเปรียบเทียบกันเลยดี กว่าครับ

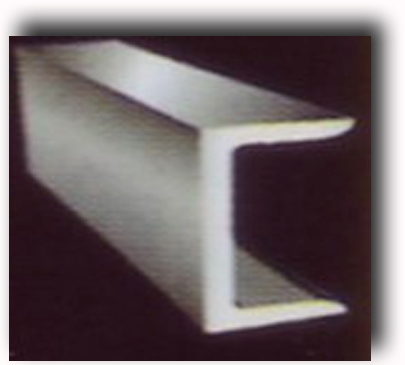
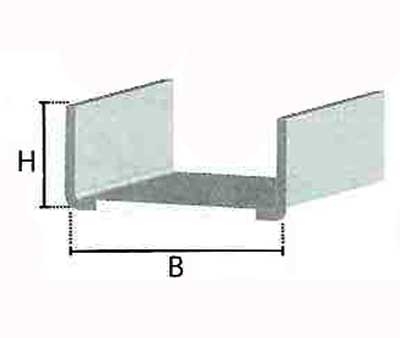
เหล็กตัวซี เหล็กรางน้ำ
เห็น ไหมครับด้วยความที่ลักษณะมันคล้าย ๆ กันบางคนก็สับสนเหมือนกันซึ่งผมเองก็เป็นครับ มีจุดสังเกตตรงนี้ครับเห็นส่วนที่ยื่นเข้าไปตรงเหล็กตัวซีนั่นไหมครับ ตรงนั้นแหละครับคือจุดสังเกตที่ดีที่สุด อย่างนี้นะครับ เหล็กตัวซีจะมีขนาดที่ HxAxC ซึ่งจะต่างกับเหล็กรางน้ำที่มีขนาดที่ HxB เท่านั้น แค่นี้ละครับจุดสังเกตเล็ก ๆ น้อยที่ผมนำมาฝากกัน ไหน ๆ ก็พูดมาถึงเหล็กรางน้ำตัวต่อไปก็เหล็กรางน้ำเลยแล้วกันครับ
เหล็กรางน้ำ ตัวนี้ได้ปวดหัวกันแน่ ๆ ครับ ซึ่งผมเองก็ยังปวดหัวอยู่จนถึงทุกวันนี้ ตัวเหล็กรางน้ำอย่างที่บอกข้างต้นว่ามันคล้าย ๆ กับเหล็กตัวซีแล้วมันมีอีกตัวครับที่เหมือนกันยังกับแกะ แต่เมื่อเรารู้ข้อสังเกตเกี่ยวกับเหล็กตัวซีแล้ว ดังนั้นก็ตัดตัวนี้ออกไป สำหรับเหล็กอีกตัวที่ผมจะพูดถึงก็คือเหล็กรางครับ เห็นไหมครับเรียกคล้ายกันขนาดนี้ แล้วจะรู้ได้ยังไงว่าเป็นเหล็กตัวไหน เริ่มกันเลยดีกว่ากับเหล็กรางน้ำครับตัวเหล็กรางน้ำเองส่วนใหญ่เค้าเรียกกัน ว่าเหล็กรางน้ำนั่นแหละครับภาษาอังกฤษก็คือ CHANNEL ขนาดของมันก็คือ HxB t1 t2 ครับ ดูภาพประกอบเลยก่อนดีกว่ากันสับสน อธิบายดังนี้นะครับ ตัว t1 กับ t2 ก็คือความหนาครับ โดยทั้งสองตัวนี้จะมีความหนาไม่เท่ากันนะครับ
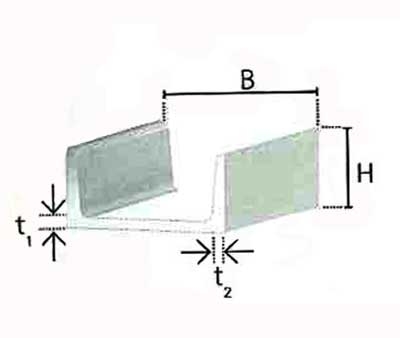
Channel
ที่ นี้เรามาอธิบายตัวเหล็กราง ซึ่งก็มีหลายชื่อครับอันได้แก่ เหล็กรางบาง เหล็กรางพับ หรือเหล็กรางครับ ภาษาอังกฤษเค้าให้ชื่อว่า LIGHT CHANNEL ซึ่งเหมือนเป็นมาตรฐานครับเพราะผมสังเกตจากบริษัทเกือบทุกบริษัทเค้าเรียก ภาษาไทยต่างไปแต่ภาษาอังกฤษมักจะใช้ชื่อนี้ครับ โดยขนาดระบุกันก็คือ HxBxC t1 ครับ ถึงตรงนี้คงสงสัยว่าทำไมมีความหนาเดียวละ อธิบายแบบนี้ครับว่าเหล็กตัวนี้เหมือนเหล็กแผ่นแล้วพับขึ้นรูปครับ ก็เลยมีความหนาเดียว ดูรูปประกอบกันเลยดีกว่า
Light Channel
จาก ที่มองรูปแล้วทุกคนคงสงสัยเหมือนผมใช่ไหมครับว่าทำไมมีตัว xC ด้วย อธิบายแบบนี้ครับเห็นตัวที่มันยื่นขึ้นไปไหมครับ ไอ้ตรงตัว H นั่นแหละครับ คือว่าทั้งสองด้านนั้นบางครั้งมันมีขนาดไม่เท่ากันครับเค้าจึงกำหนดมาเป็น ขนาด HxBxC ไงละครับ จุดสังเกตก็มีเท่านี้ละครับ มาที่ตัวต่อไปกันเลยดีกว่า
เหล็กไอบีม เหล็กไวด์แฟรงค์ และเหล็กเอชบีม ทำไมผมถึงเอาทั้งสามตัวมาพูดรวมกันเลยนั้นเพราะว่าเป็นแบบนี้ครับทั้งสามตัว มีลักษณะคล้ายกันหมดทุกตัวครับ ยกตัวอย่างเหล็กไอบีมกับเหล็กเอชบีมนะครับ ถ้าเราให้ตัวไอมันล้มตะแคงไปด้านข้างมันกลายเป็นตัวอะไรครับ ที่คิดนะถูกแล้วครับมันก็กลายเป็นตัวเอช ซึ่งเหมือนกันกับตัวเอชนั่นแหละครับถ้าเราจับมันตั้งขึ้นมันก็กลายเป็นตัวไอ ไปเลย ซึ่งก็เหมือนกันกับเหล็กไวด์แฟรงค์ เพราะถ้าเราจับตั้งก็เป็นตัวไอ
จับมันนอนมันก็เป็นตัวเอช แล้วถ้าอย่างนั้นเราจะดูยังไงได้ละว่าตัวไหนเป็นตัวไหน ผมแนะนำแบบนี้ครับให้คุณไปหาตารางเหล็กออกมากางเลยครับ กางทั้งสามตัวเลยครับว่ามันแตกต่างยังไง มันแตกต่างแน่นอนครับ จากการที่ผมเองได้ลองมองตารางเหล็กเปรียบเทียบครับ
สรุปจุดสังเกตของผมดังนี้ครับ ตัวแรกเหล็กเอชบีมจะมีขนาด HxB เท่ากันครับอย่างเช่น 100×100 150×150 จะเป็นแบบนี้เสมอ
เหล็กเอชบีม ถ้ามันเป็น 100×50 หรืออะไรก็แล้วแต่ ที่ขนาด HxB ไม่เท่ากัน มันจะไม่ใช่เหล็กเอชบีม อย่างแน่นอนครับ ผมขอฟันธง! ขอสังเกตของเหล็กตัวต่อไปครับ เหล็กไอบีม ถ้าใครได้กางตารางเหล็กออกมาดูแล้วก็จะเห็นความแตกต่างดังนี้ครับ อย่างแรกเหล็กไอบีมในบางขนาดจะมีหลายความหนา
และโดยปกติเหล็กไอบีมที่ขนาดเดียวกันกับเหล็กไวด์แฟรงค์ความหนาของแต่ละด้าน จะหนากว่าเหล็กไวด์แฟรงค์ เช่น ขนาดที่ 150×75 เหล็กไอบีมจะมีความหนาแต่ละด้านที่ 5.5 กับ 9.5 ในขณะที่เหล็กไวด์แฟรงค์จะหนาแค่ 5.0 กับ 7.0 เท่านั้น ผมขอสรุปข้อสังเกตของผมเองให้มองง่าย ๆ ดังนี้ เหล็กเอชบีมให้ดูขนาดที่ HxB จะมีขนาดทั้งสองด้านเท่ากันเสมอ เหล็กไอบีมจะมีความหนามากกว่าเหล็กไวด์แฟรงค์ และมีความหนาอยู่หลายความหนา เอาเป็นว่าผมแนะนำให้ดูที่ตารางเหล็กเพื่อความชัวร์และถูกต้องครับ
เหล็กกล่อง ในตัวนี้ผมหมายถึงเหล็กแป๊บนะครับ ไม่ว่าจะเป็นแป๊บเหล็กสี่เหลี่ยม(เหล็กแป๊บ) หรือแป๊บเหล็กสี่เหลี่ยมแบน(แป๊บแบน) ลักษณะของมันนั้นถ้าเรามองพื้นที่หน้าตัดก็เหมือนกับกล่อง กล่องหนึ่งที่แค่มันกลวงตรงกลางแล้วลักษณะจะยาวเท่านั้นเองครับ ข้อแตกต่างระหว่าง 2 ตัวนี้คือ ถ้าขนาดกว้างกับสูง (DxD) เท่ากันก็จะเป็นเหล็กแป๊บสี่เหลี่ยม ถ้าขนาดกว้างกับสูง (DxB) ไม่เท่ากันก็จะเป็นเหล็กแป๊บแบนครับ ข้อสังเกตุของเหล็กสองตัวนี้ก็มีเท่านี้ครับ ไม่มีอะไรซับซ้อนมากมายนักแล้วมันก็ไม่เหมือนกับชาวบ้านเค้าด้วย
เหล็กฉาก เหล็กตัวนี้ก็ไม่มีอะไรมากมายครับแค่ผมจะบอกว่าในบางคน(ครั้ง) เค้าจะเขียนมาว่าเหล็กรูปพรรณ L ซึ่งมันก็คือเหล็กฉากนั่นแหละครับ สั้น ๆ ง่าย ๆ เพราะว่าเหล็กตัวนี้ไม่มีอะไรเป็นพิเศษ
มาถึงเหล็กตัวสุดท้ายที่ผมจะแนะนำคือ ท่อเหล็กดำ และ ท่อเหล็กอาบสังกะสี สองตัวนี้เป็นท่อเหมือนกันแต่คุณสมบัติของมันต่างกันครับ สำหรับการใช้งานนั้นผมก็ไม่ทราบนะครับว่าใช้งานต่างกันด้วยหรือเปล่า
ข้อสังเกตของเหล็กตัวแรกคือ ท่อเหล็กดำนั้นจะมีหลายความหนาใน 1 ขนาด เช่น ที่ขนาด 1 นิ้ว ก็จะมีความหนาตั้งแต่ 1.2 1.4 1.7 2.0 2.3 2.5 มม. เรื่อยไป ซึ่งก็แล้วแต่ผู้ผลิตเองว่ามีถึงความหนาที่เท่าใด
ส่วนท่อเหล็กอาบสังกะสี(Galvanized Steel Pipes) หรือ ที่เรียก ๆ กันก็คือ ท่อ GSP โดยท่อชนิดนี้จะมีความหนาเดียวใน 1 ขนาด เช่น ขนาด 1 นิ้ว ความหนาก็คือ 2.6 มม. ในชั้น BS-S
อธิบายเพิ่มเติมตรงนี้ว่า ท่อ GSP นั้นจะแบ่งเป็นชั้นการเคลือบ 3 ชั้นคือ BS-S(คาดเหลือง), BS-M(คาดน้ำเงิน), BS-H(คาดแดง) ซึ่งความหนาในแต่ละชั้นก็จะต่างกันไปเช่น ขนาด 1 นิ้ว หนาที่ 2.6 มม.ที่ BS-S หนา 3.2 มม.ที่ BS-M และหนา 4.0 มม.ที่ BS-H หลักการสังเกตก็มีเท่านี้แหละครับ สำหรับการสังเกตเหล็กแต่ละตัวและชื่อที่เรียกต่าง ๆ กันจากประสบการณ์ที่ผมพบมาก็มีเท่านี้แหละครับ ส่วนเหล็กที่ผมไม่ได้กล่าวถึงก็คงไม่มีอะไรลึกซึ้งซับซ้อนมากเท่าไหร่ จากที่ผมรวบรวมข้อมูลมาให้ท่านผู้อ่านได้รู้กัน คงมีประโยชน์บ้างสำหรับผู้ที่ต้องใช้มันเหมือนเป็นส่วนหนึ่งของร่างกายเช่น เดียวกับผม แล้วคอยพบกันคราวต่อไปกับ “เหล็กเส้นและลวดเหล็ก” ที่ผมจะเอามาให้อ่านในคราวต่อไปครับ
โดย: ระพีพัฒน์
เราใช้คุกกี้เพื่อพัฒนาประสิทธิภาพ และประสบการณ์ที่ดีในการใช้เว็บไซต์ของคุณ คุณสามารถศึกษารายละเอียดได้ที่ นโยบายความเป็นส่วนตัว และสามารถจัดการความเป็นส่วนตัวเองได้ของคุณได้เองโดยคลิกที่ ตั้งค่า