โดย saweang | มี.ค. 19, 2020 | บทความเกี่ยวกับเหล็ก
การอบชุบเหล็กกล้า คือ การปรับปรุงคุณสมบัติของเหล็กกล้าโดยเฉพาะคุณสมบัติเชิงกล โดยอาศัยกรรมวิธีทางความร้อน เพื่อให้เหล็กกล้านั้นมีคุณสมบัติเปลี่ยนไปตามที่ต้องการ ซึ่งการอบชุบจะทำให้เหล็กที่ได้มีคุณสมบัติเฉพาะที่ดีกว่าเหล็กกล้าที่ผลิตด้วยกรรมวิธีปกติ เช่น อบชุบเพื่อให้เหล็กมีความแข็งมากขึ้น หรืออบชุบเพื่อให้เหล็กมีการทนการเสียดสีหรือสึกหรอได้ดีขึ้น
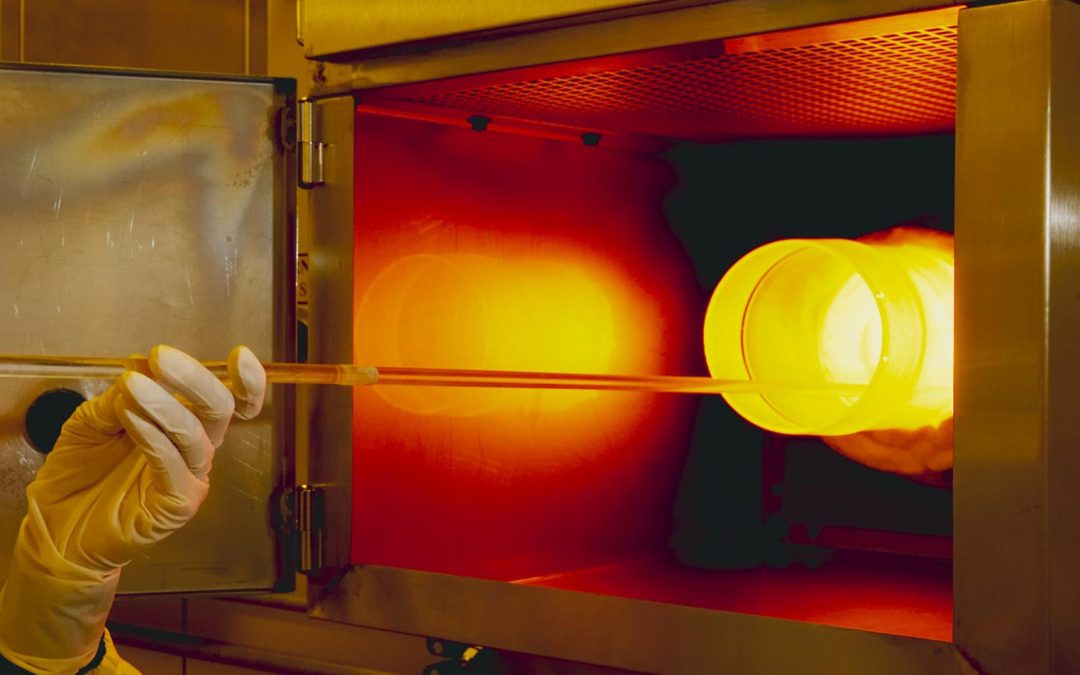
การคืนตัว (Tempering) เหล็กที่ผ่านการชุบมาแล้วย่อมจะเกิดความเครียด (strain) ขึ้นภายใน และมีความแข็งเพิ่มขึ้น แต่เหล็กจะขาดคุณสมบัติทางด้าน ความเหนียว (Ductility) ทำให้ไม่เหมาะที่จะนำไปใช้งาน เพราะถ้าเกิดมีการกระแทกชิ้นเหล็กอาจจะแตกร้าวได้ จึงจำเป็นต้องปรับปรุงคุณสมบัติเสียใหม่โดยการอบคืนตัว ซึ่งมีวิธีการดังนี้
นำเหล็กที่ผ่านการชุบมาแล้วเผาภายในเตาที่อุณหภูมิต่ำประมาณ 200 ๐C – 400 ๐C ทิ้งไว้ประมาณ 1 – 3 ชั่วโมงแล้วเอาออกปล่อย
ให้เย็น ในอากาศธรรมดา เหล็กจะมีคุณสมบัติด้านความเหนียว (Ductility) ดีขึ้น แต่ความแข็งจะลดลงเล็กน้อย ในขณะที่เผาที่อุณหภูมิต่ำ มาร์เทนไซต์จะมีการเปลี่ยนแปลงเล็กน้อย โดยอะตอมคาร์บอนจะเคลื่อนไหวออกจากมาร์เทนไซต์มารวมกันเป็นเฟอร์ไรท์และซีเมนไซต์บางส่วน ที่เป็นเช๋นนี้เพราะมาร์เทนไซต์ไม่ใช่โครงสร้างของเหล็กที่สมดุลย์ที่อุณหภูมิบรรยากาศ เมื่อเหล็กได้รับความร้อนจะเกิดการเปลี่ยนแปลงเพื่อกลับไปเป็นโครงสร้างที่สมดุลย์คือเหล็กเฟอร์ไรท์ กับซีเมนต์ที่เราต้องเผาที่อุณหภูมิสูงไม่เกิน 400 ๐C ก็เพื่อไม่ต้องการให้มาร์เทนไซต์คืนตัวหมด เพราะเรายังต้องการความแข็งของเหล็กอยู่ ถ้าเราเผาให้อุณหภูมิสูงเกิน 400 ๐C ความแข็งจะถูกทำลายหมด
โดยทั่ว ๆ ไปการชุบแข็ง และการคืนตัวจะต้องกระทำติดต่อกันเพื่อให้ได้เหล็กแข็งและทนแรงกระแทกได้ดีด้วย (รูปที่ STEEL-HT1 )
รูปที่ STEEL-HT1แสดงช่วงของอุณหภูมิในการทำอบชุบแข็งและการอบคืนตัว.
การอบคลาย (Annealing) มีความมุ่งหมายเพื่อต้องการให้เหล็กอ่อนตัวลง (softening) หรือเพื่อ ทำให้เหล็กเหนียวขึ้น (Toughening) ส่วนใหญ่เหล็ก ที่ผ่าน
การขึ้นรูปเย็น (cold working) หรือการหล่อมามักจะมีความแข็งเพิ่มขึ้นและไม่สม่ำเสมอ ทำให้เกิดการกลึงหรือไสยาก ดังนั้นจึงจำเป็นต้องทำลายความแข็งของเหล็กเพื่อจะได้กลึงหรือไสได้สะดวกหลักการทำ Annealing แบ่งออกเป็นสองวิธีคือ Full annealing กับ Process annealing โดยมีลักษณะแตกต่างกันดังนี้
Full annealing มีความมุ่งหมายเพื่อทำให้เหล็กแข็งอ่อนลงเพื่อสะดวกต่อการกลึงหรือไส วิธีนี้ต้องเผาเหล็กให้มีอุณหภูมิสูงจน
เหล็กกลายเป็น Austenite ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C ภายในเตาที่สามารถควบคุมอุณหภูมิได้ ทิ้งไว้ที่อุณหภูมินี้ไม่เกิน 2 ชั่วโมง จากนั้นปล่อยให้เหล็กเย็นช้า ๆ ภายในเตา ถ้าเป็นเตาไฟฟ้าก็เพียงแต่ตัดกระแสไฟเสีย แล้วปล่อยให้เหล็กเย็นอยู่ภายในเตาที่ปิดฝาสนิท เมื่อเหล็กถูกปล่อยให้เย็นช้า ๆ การเปลี่ยนโครงสร้างภายในก็จะปรับสู่สภาพใกล้เคียงสมดุลย์ โครงสร้างที่เป็นอยู่เดิม เช่นมาร์เทนไซต์หรือเบนไนท์ ฯลฯ ก็จะกลับมาเป็นเฟอร์ไรท์ และซีเมนไซต์ ทำให้ความแข็งลดลงกลายเป็นเหล็กอ่อนนิ่ม
Process annealing มีความมุ่งหมายเพื่อทำลายความเครียดภายในให้หมดไป เช่น เหล็กที่ถูกรีดหรือตีขึ้นรูปมา ถ้าจะนำไปทำ ต่อ
ในขั้นต่อไป เหล็กจะต้องผ่าน Annealing เพื่อให้มีความต้านทานแรงกระทำน้อยลง วิธีนี้เผาเหล็กให้ร้อนถึงอุณหภูมิต่ำกว่ายูเต็คตอยด์ คือต่ำกว่าเส้น A1 เล็กน้อย ทิ้ไว้นานพอสมควรเพื่อให้เหล็กร้อนทั่วถึงกัน หลังจากนั้นปล่อยให้เหล็กเย็นช้า ๆ วิธีนี้ความแข็งของเหล็กจะลดลงเล็กน้อย เพราะโครงสร้างของเหล็กแต่เดิมไม่เปลี่ยนแปลงมากนัก แต่ความเครียดที่มีอยู่จะถูกทำลายหมดไป
การทำ Normalizing มีความมุ่งหมายเพื่อปรับปรุงความเหนียว โดยขนาดลดขนาดของเม็ดเกรนของเหล็ก (grain size) เพื่อทำให้คุณสมบัติของ เหล็กสม่ำเสมอ และในขณะเดียวกันก็ช่วยในการลดความเครียดภายในด้วย โดยทั่ว ๆ ไปเหล็กที่ผ่านการหล่อ (casting) หรือการรีดขึ้นรูปมามักจะมีความแข็งหรือความเหนียวไม่สม่ำเสมอตลอดทั้งแท่ง จึงจำเป็นต้องนำมาทำ Normalizing โดยการเผาเหล็กให้ร้อนจนกลายเป็นออสเตนไนท์ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C หลังจากทิ้งไว้จนอุณหภูมิเท่ากันหมดทุกจุดตลอดภายในใจกลางด้วย โดยทั่ว ๆ ไปเหล็กที่ผ่านการหล่อ (casting) หรือมักรีดขึ้นรูปมามักจะมีความแข็งหรือความเหนียวไม่สม่ำเสมอตลอดทั้งแท่ง จึงจำเป็นต้องนำมาทำ Normalizing โดยการเผาเหล็กให้ร้อนจนกลายเป็นออสเตนไนท์ที่อุณหภูมิเหนือเส้น A3 ประมาณ 50 ๐C หลังจากทิ้งไว้จนอุณหภูมิเท่ากันหมดทุกจุดตลอดภายในใจกลางด้วย จากนั้นจึงเอาเหล็กออกมาจากเตาทิ้งให้เย็นอากาศธรรมดา การปล่อยให้เหล็กเย็นในอากาศนั้นอัตราการเย็นตัวของเหล็กจะเร็วกว่าการทำ Annealing ดังนั้นเม็ดเกรนของเหล็กจะมีขนาดเล็กกว่า ทำให้เหล็กมีความเหนียวดีและคุณสมบัติสม่ำเสมอ
รูปที่ STEEL-HT2 Heat-treatment Temperatures of Carbon Steelsin Relation to the Equilibrium Diagram
การทำ spheroidizing เป็นการชุบเหล็กประเภทหนึ่งที่กระทำกับเหล็กที่มีคาร์บอนตั้งแต่ 0.8% ขึ้นไปเพราะเหล็กเหล่านี้จะมีโครงสร้างที่ประกอบด้วยเพิรไลท์เป็นส่วนใหญ่ คือโครงสร้างที่ประกอบด้วยแถบของเฟอร์ไรท์กับซีเมนไซต์สลับกัน ดังนั้นในการกลึงหรือไสจึงไม่เรียบเพราะมีดกลึงจะต้องตัดผ่านของแข็งและอ่อนสลับกัน การทำ spheroidizing เป็นการทำเพื่อเปลี่ยนลักษณะโครงสร้างจากลักษณะที่เป็นแถบยาวของซีเมนไซต์ให้มีลักษณะเป็นเม็ดกลมเล็ก ๆ กระจายอยู่ทั่วไปในขณะทำการกลึง ตัวมีดจะได้ไม่ต้องตัดผ่านซีเมนไซต์ในขณะที่ตัวมีดเคลื่อนที่ผ่านของซีเมนไซต์ก็จะหลุด หรือเบนหนีการตัดผ่านไปได้ทำให้ตัวมีดตัดผ่านแต่เฉพาะเฟอร์ไรท์อย่างเดียว
วิธีการทำ spheroidizing กระทำได้สองแบบ วิธีแรก เผาเหล็กให้ร้อนที่อุณหภูมิต่ำกว่าเส้น A1 เล็กน้อย แล้วทิ้งไว้ที่อุณหภูมินี้ประมาณ 10 – 15 ชั่วโมง เพื่อให้ซีเมนไซต์เปลี่ยนรูปเป็นเม็ดกลม หลังจากนั้นเอาเหล็กออกปล่อยให้เย็นในอากาศ
วิธีที่สอง เผาเหล็กให้ร้อนที่อุณหภูมิเหนือเส้น A1 เล็กน้อย แล้วปล่อยให้เย็นลงมาจนต่ำกว่าเส้น A1 แล้วกลับเผาให้อุณหภูมิเหนือเส้น A1
อีก กระทำสลับกันไปประมาณ 10 ชั่วโมง หลังจากนั้นปล่อยให้เหล็กเย็นในอากาศ
รูปที่ STEEL-HT3 แสดงลักษณะโครงสร้างของเหล็กกล้าที่ผ่าน Annealing กับ Normalizing ที่อุณหภูมิต่างกัน.
ขอบคุณข้อมูจากhttp://www.ebuild.co.th
ที่มา : http://www.vcharkarn.com/vblog/44921/2

โดย saweang | มี.ค. 17, 2020 | บทความบ้านๆๆ, บทความเกี่ยวกับเหล็ก
วิธีผสมปูนก่ออิฐ ไม่ว่าจะเป็นอิฐมอญ หรือ อิฐบล็อกก็ใช้สูตรนี้สำหรับงานช่างเล็กๆ น้อยๆ หรือใครจะถนัดงานใหญ่ก่อร่างสร้างบ้านก็ตามสะดวก มือใหม่หัดทำก็สามารถเอาสูตรนี้ไปลองทำดูด้วยตัวเองกันได้ พร้อมเผยวิธีสังเกตว่า ปูนที่ผสมมานั้นใช้ได้จริงหรือไม่ กันจ้า
วิธีผสมปูนก่ออิฐ

อุปกรณ์ที่ต้องเตรียม
– ปูนซีเมนต์ สำหรับงานก่อหรืองานฉาบ (วิธีเลือกซื้อ สามารถอ่านได้จากฉลากข้างถุงเลยจ้าว่าสำหรับใช้งานอะไร )
– ทรายหยาบ
– น้ำ
– กระบะผสมปูน หรือ ถังปูน (เลือกขนาดภาชนะผสมได้ตามปริมาณการใช้งาน)
– จอบ
– เกรียงเหล็กปลายแหลม

อัตราส่วนผสม และวิธีผสมปูนก่ออิฐ
ปูนซีเมนต์ 1 ส่วน : ทรายหยาบ 3 ส่วน ค่อยๆ ใส่น้ำแล้วใช้จอบคลุกผสมให้เข้ากันในกระบะผสมปูน หรือ ใช้เกรียงเหล็กปลายแหลมตักคนผสมให้เข้ากันในถังปูน (ใช้ภาชนะใหญ่หรือเล็กเลือกตามปริมาณปูนที่ต้องการใช้งาน) ระวังอย่าให้เหลวเกิน เพราะจะทำให้ผนังอิฐที่เราก่อยุบตัวจนล้มได้
วิธีสังเกตว่าผสมปูนได้ที่แล้วหรือไม่นั้น สังเกตได้โดยใช้จอบตักปูนที่ผสมแล้วขึ้นมา ถ้าเนื้อปูนติดเป็นก้อนขึ้นมา แสดงว่าใช้ได้แล้ว แต่ถ้าปูนเหลวก็จะตักไม่ได้หรือตักได้มันก็จะติดขึ้นมาน้อยเพราะมันจะไหลออก ต้องผสมใหม่ ถ้าผสมได้ที่เป็นก้อนแล้ว ก็สามารถนำไปใช้งานได้เลย
อนึ่ง สูตรผสมปูนนี้ไม่เหมาะกับงานก่ออิฐสำเร็จรูปหรืออิฐมวลเบา เนื่องจากปูนสำหรับก่ออิฐมวลเบาไม่ต้องใช้ทรายมาเป็นส่วนผสม ต้องผสมอีกสูตรจ้า
ขอบคุณข้อมูลจากhttps://decor.mthai.com

โดย saweang | มี.ค. 11, 2020 | บทความบ้านๆๆ, บทความเกี่ยวกับเหล็ก
บันได เป็นหนึ่งในองค์ประกอบทางสถาปัตยกรรมที่สำคัญ เพราะนอกจากบันไดจะใช้เป็นทางสัญจรทางตั้งที่เชื่อมต่อระหว่างชั้นต่างๆ ของบ้านเข้าด้วยกันแล้ว บันไดยังเป็นส่วนหนึ่งของบ้านที่สามารถแสดงออกด้านความงาม และความประทับใจให้แก่ผู้อยู่อาศัย และผู้ที่มาเยี่ยมเยือน การออกแบบ หรือสร้างบันไดสักตัว โครงสร้างของบันไดเป็นสิ่งแรกที่ควรคำนึงถึง จากนั้นจึงค่อยเลือกรูปทรงของบันไดให้เข้ากับพื้นที่ที่มีอยู่ เช่น บันไดทางตรง บันไดหักฉาก บันไดหักกลับ หรือบันไดเวียน เป็นต้น จากนั้นจึงเลือกวัสดุปิดผิวต่างๆ ให้บันไดมีความสวยงาม
โครงสร้างของบันได โดยทั่วไปนั้นแบ่งออกเป็น 3 ประเภทหลักๆ คือ บันไดโครงสร้างคอนกรีตเสริมเหล็ก บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็ก โดยที่บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็กจะมีลักษณะการก่อสร้างที่ใกล้เคียงกันจึงขออธิบายรวมอยู่ในหัวข้อเดียวกัน
1. บันไดโครงสร้างคอนกรีตเสริมเหล็ก
บันไดโครงสร้างคอนกรีตเสริมเหล็ก (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: คอนกรีตเสริมเหล็ก”) มักเป็นบันไดทึบคือไม่สามารถมองลอดลูกตั้ง (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: ลูกตั้งลูกนอน”) ไปได้ การก่อสร้างจะต้องมีการทำไม้แบบ และผูกเหล็กเสริม ก่อนที่จะเทคอนกรีต การก่อสร้างจึงใช้เวลามาก บันไดโครงสร้างคอนกรีตเสริมเหล็กแบ่งเป็น 4 รูปแบบหลักๆ คือ
1.1 บันไดท้องเรียบ – เป็นบันไดโครงสร้างคอนกรีตเสริมเหล็กที่มีท้องบันไดเรียบ เป็นบันไดแบบพื้นฐานที่สร้างง่ายที่สุด ช่างทั่วไปมีความชำนาญในการสร้าง
ภาพ: บันไดท้องเรียบ
1.2 บันไดพับผ้า – เป็นบันไดโครงสร้างคอนกรีตเสริมเหล็กที่มีท้องบันไดเป็นหยักไปตามขั้นบันได เป็นบันไดที่มีความสวยงามมากกว่าบันไดท้องเรียบ แต่ต้องแลกมาด้วยการก่อสร้างที่ยากขึ้น เนื่องจากจะช่างจะต้องตีไม้แบบเป็นหยักที่ท้องบันได
ภาพ: บันไดพับผ้า
1.3 บันไดพับผ้าแบบมีแม่บันได – ลักษณะเหมือนบันไดพับผ้า แต่จะมีแม่บันไดทำหน้าที่เป็นคานช่วยรับน้ำหนัก ซึ่งอาจจะอยู่กลาง หรือริมบันไดก็ได้ บันไดพับผ้าแบบมีแม่บันไดนี้ (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: แม่บันได”) สามารถลดความหนาของลูกตั้งและลูกนอน (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: ลูกตั้งลูกนอน”) บันไดให้บางมากขึ้นได้ เนื่องจากมีแม่บันไดรับน้ำหนักแล้ว
ภาพ: บันไดพับผ้าแบบมีแม่บันได
1.4 บันไดลอย – เป็นบันไดโครงสร้างคอนกรีตเสริมเหล็ก ที่ยื่นเฉพาะลูกนอนบันไดออกมาจากผนัง เหมือนขั้นบันไดแต่ละขั้นลอยได้ ซึ่งจริงๆ แล้วจะมีแม่บันไดคอนกรีตเสริมเหล็กซ่อนอยู่ในผนัง
ภาพ: บันไดลอย
2. บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็ก
บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็ก เป็นโครงสร้างบันไดที่เกิดจากการประกอบกันของชิ้นส่วนรับแรงต่างๆ ที่ทำจากไม้หรือเหล็ก โดยโครงสร้างของบันไดประกอบไปด้วย
1. แม่บันได (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: แม่บันได”) เป็นโครงสร้างหลัก ทำหน้าที่เหมือนคานรับน้ำหนัก
2. ลูกนอนบันได เป็นส่วนของพื้นที่ไว้เหยียบ
3. ลูกตั้งบันได เป็นส่วนที่ปิดระหว่างลูกนอนบันไดแต่ละขั้น
4. พุกบันได ทำหน้าที่ยึดลูกนอนบันไดเข้ากับแม่บันได
ภาพ: ส่วนประกอบบันไดโครงสร้างไม้และโครงสร้างเหล็ก
บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็ก จะต้องประกอบไปด้วยส่วนประกอบอย่างน้อย 2 ส่วน คือ แม่บันได และลูกนอนบันได สำหรับในส่วนของลูกตั้งบันได จะมีหรือไม่มีก็ได้ ซึ่งหากไม่มีลูกตั้งก็จะเป็นบันไดแบบโปร่ง
บันไดโครงสร้างไม้ และบันไดโครงสร้างเหล็ก (คลิกเพื่ออ่านบทความ “ศัพท์คนสร้างบ้าน: โครงสร้างเหล็ก”) สามารถแบ่งออกเป็น 2 รูปแบบหลักๆ ตามลักษณะแม่บันได
2.1 แม่บันไดขนาบข้างขั้นบันได – เป็นบันไดที่มีแม่บันไดอยู่ขนาบข้างขั้นบันไดทั้งสองฝั่ง โดยที่ลูกนอนบันไดยึดติดโดยตรงกับแม่บันได หากเป็นบันไดไม้จะใช้สลักหรือตะปูยึด ส่วนบันไดเหล็กจะใช้การเชื่อมหรือยึดด้วยสกรู
ภาพ: แม่บันไดขนาบข้างบันได
ภาพ: แม่บันไดขนาบข้างบันได (บันไดแบบทึบ)
2.2 แม่บันไดอยู่ใต้ขั้นบันได – เป็นบันไดที่มีแม่บันไดอยู่ใต้ขั้นบันได โดยที่บันไดจะมีพุกบันไดทำหน้าที่ยึดลูกนอนที่วางขนานกับพื้น ให้เข้ากับแม่บันไดที่วางเอียง แม่บันไดที่วางใต้ขั้นบันไดนี้มีได้ตั้งแต่ 1 ตัวขึ้นไป อาจวางตรงกึ่งกลางบันได หรือวางสองข้างของบันไดก็ได้
ภาพ: แม่บันไดอยู่ใต้ขั้นบันได (บันไดแบบโปร่ง แม่บันไดกลาง)
ภาพ: แม่บันไดอยู่ใต้ขั้นบันได (บันไดแบบโปร่ง แม่บันไดริม)
ภาพ: แม่บันไดอยู่ใต้ขั้นบันได (บันไดแบบทึบ แม่บันไดริม)
จะเห็นได้ว่าโครงสร้างของบันไดมีหลากหลายรูปแบบ สามารถเลือกใช้ได้ตามความชอบ และงบประมาณที่มีอยู่ โดยโครงสร้างของบันไดในแต่ละรูปแบบนั้นก็มีการออกแบบรายละเอียดที่แตกต่างกันออกไป ซึ่งควรที่จะปรึกษาผู้เชี่ยวชาญ ทั้งสถาปนิก และวิศวกร เพื่อที่จะได้บันไดที่มีทั้งความแข็งแรง และความสวยงามไปในตัว
ขอบคุณข้อมูลจากhttps://www.scgbuildingmaterials.com/
โดย saweang | มี.ค. 10, 2020 | บทความเกี่ยวกับเหล็ก
การผลิตเหล็กกล้า
จากเหล็กถลุงสามารถนำไปผลิตเป็นเหล็กชนิดอื่นๆ ได้ เช่น เหล็กกล้า เหล็กกล้าผสม เหล็กหล่อเทา (gray cast iron) เหล็กพืด (wrought iron) เหล็กตีให้แผ่ได้ (malleable iron) เหล็กนอดุลาร์ (nodular) ประมาณร้อยละ ๘๕-๙๐ ของเหล็กถลุงที่ผลิตได้จะนำไปเปลี่ยนสภาพเป็นเหล็กกล้า ปัจจุบันนี้การแปรรูปเหล็กถลุงเป็นเหล็กชนิดอื่นร้อยละ ๙๐ จะกระทำต่อเนื่องหลังจากที่ได้เหล็กถลุงจากเตา โดยนำเหล็กถลุงที่ยังหลอมละลายใส่รถเบ้า (ladle car) ไปเทใส่เตาที่จะแปรรูป ขณะที่ยังเป็นของเหลวส่วนที่ส่งไปแปรรูปไม่ทัน จะหลอมรวมตัวเป็นแท่งเอาไปใช้งานต่ออีกครั้งหนึ่ง ความแตกต่างของเหล็กแต่ละชนิดขึ้นอยู่กับปริมาณคาร์บอน และรูปของคาร์บอนที่อยู่ในเหล็ก เช่น อยู่ในรูปของแกรไฟต์ในเหล็กหล่อเทา หรืออยู่ในรูปของสารประกอบเหล็กและคาร์บอน เป็นต้น
เหล็กกล้าเป็นเหล็กที่ใช้มากที่สุด เป็นเหล็กที่มีปริมาณคาร์บอน ระหว่างร้อยละ ๐.๑-๑.๔ มักจะเรียกเหล็กกล้าว่า เหล็กกล้าคาร์บอน (carbon steel) เหล็กกล้ามีคุณสมบัติเด่นคือสามารถชุบเพิ่มความแข็ง หรือเปลี่ยนคุณสมบัติทางกายภาพอื่นๆ ได้ เหล็กกล้าที่มีปริมาณคาร์บอนต่ำจะเพิ่ม หรือลดความแข็งได้ไม่ดีเท่าเหล็กกล้าที่มีปริมาณคาร์บอนสูง เหล็กกล้าแบ่งออกตามปริมาณคาร์บอนในเนื้อเหล็ก ๓ ชนิด คือ เหล็กกล้าคาร์บอนต่ำ (low carbon steel) มีคาร์บอนในเหล็กไม่เกินร้อยละ ๐.๓๐ เหล็กกล้า คาร์บอนปานกลาง (medium carbon steel) มีคาร์บอนในเหล็กร้อยละ ๐.๓๐-๐.๗๐ และเหล็กกล้าคาร์บอนสูง (high carbon steel) มีคาร์บอนร้อยละ ๐.๗๐-๑.๔๐
การผลิตเหล็กกล้าจากเหล็กถลุงส่วนใหญ่เป็นการลดสารเจือปน และคาร์บอนในเหล็กถลุงให้ได้ปริมาณตามต้องการ ด้วยการเพิ่มออกซิเจนให้กับคาร์บอน และสารเจือปนโดยอาศัยปฏิกิริยาจากความร้อนและออกซิเจน ซึ่งมีหลายวิธี เช่น ใช้เตาออกซิเจน (basic oxygen furnace หรือ BOF) เตาไฟฟ้า (electric furnace) เตาโอเพนฮาร์ท (open-hearth) และวิธีเบสเซเมอร์ (Bessemer converter) ปัจจุบันนี้ เลิกใช้วิธีเบสเซเมอร์แล้ว เตาส่วนใหญ่ที่ใช้ผลิตเหล็กกล้าเป็นเตาสามชนิดแรกและมีอัตรากำลังผลิตร้อยละ ๖๐, ๒๕ และ ๑๕ ตามลำดับ
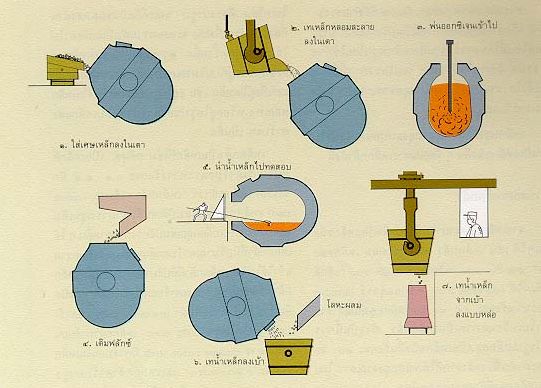
การผลิตเหล็กกล้าจากเตาออกซิเจน
การผลิตเหล็กกล้าจากเตาออกซิเจน
ดัดแปลงจากหลักการของเซอร์เฮนรี เบสเซเมอร์ ผู้ค้นพบวิธีทำเหล็กกล้า ด้วยการพ่นอากาศเข้าไปในเตาที่มีเหล็กถลุงหลอมละลายอยู่โดยพ่นจากด้านล่างของเตาเบสเซเมอร์ และพยายามที่จะใช้ก๊าซออกซิเจนแทนอากาศแต่ไม่ประสบผลสำเร็จในขณะนั้น เนื่องจากเทคโนโลยีของการผลิตออกซิเจนไม่อำนวย เตาออกซิเจนที่ใช้ปัจจุบันได้ดัดแปลงการพ่นออกซิเจนเข้าทางด้านบนของเตาแทน การทำงานของเตาเริ่มด้วยการเติมเศษเหล็กลงเตา แล้วเติมเหล็กถลุงเหลวที่ได้จากเตาถลุงแบบพ่นลม (อัตราส่วนเหล็กกับเหล็กถลุง ๓๕/๖๕) เมื่อตั้งเตาตรงแล้วหย่อนท่อออกซิเจนที่มีน้ำหล่อเย็นลงในเตา เริ่มพ่นออกซิเจนอุณหภูมิในเตาจะสูงขึ้นอย่างรวดเร็วจนถึงจุดเดือดของเหล็กประมาณ ๑,๖๕๐ เซลเซียส คาร์บอน แมงกานีส และซิลิกา จะได้รับการเติมออกซิเจนกลายเป็นออกไซด์ เมื่อเติมหินปูนและแร่ฟันม้า (feldspar) ลงในเตา เพื่อให้แยกเอาสิ่งเจือปน เช่น ฟอสฟอรัส และกำมะถันออกในรูปของตะกรัน (slag) แล้ว จะเอียงเตาเพื่อนำเหล็กมาทดสอบหาคุณสมบัติเมื่อได้คุณสมบัติตามต้องการจะเทเหล็กออกจากเตา การผลิตเหล็กกล้าจากเตาออกซิเจนใช้เวลาเฉลี่ยประมาณ ๔๕ นาที ผลิตเหล็กกล้าได้ครั้งละ ๑๘๐-๒๕๐ ตันต่อเตา เหล็ก ๑ ตัน ใช้ออกซิเจนประมาณ ๕๐ ลูกบาศก์เมตร

การผลิตเหล็กกล้าจากเตาไฟฟ้าแบบอินไดเรกต์อาร์ก
การผลิตเหล็กกล้าจากเตาไฟฟ้า
เหล็กที่ใช้ทำเหล็กกล้าจากเตาไฟฟ้า มักจะเป็นเศษเหล็กกล้าปนกับเหล็กถลุง บางครั้งอาจใช้เหล็กถลุงที่หลอมละลายจากเตาถลุงแบบพ่นลม เดิมเตาไฟฟ้าเป็นแบบอินไดเรกต์อาร์ก (indirect arc furnace) ความร้อนที่ใช้ในการหลอมละลายได้จากอาร์กที่เกิดขึ้นระหว่างขั้วไฟฟ้าที่ทำด้วยถ่าน (graphite electrode) ขั้วทั้งสองวางอยู่ในแนวราบ เตาชนิดนี้มีประสิทธิภาพต่ำ จึงมีการพัฒนาเตาไฟฟ้าหลอมเหล็กขึ้นใหม่ โดยใช้ขั้วที่ทำด้วยถ่านแกรไฟต์วางอยู่ในแนวดิ่ง และให้เหล็กที่อยู่ในเตาทำหน้าที่เป็นอีกขั้วหนึ่งในขณะที่ทำงานจะต้องให้ขั้วที่เป็นแท่งถ่านอยู่ห่างจากเศษเหล็กหรือผิวของเหล็กที่หลอมละลายพอควร เพื่อที่จะให้เกิดอาร์กพอเหมาะ เตาชนิดหลังนี้เรียกว่า เตาไดเรกต์อาร์ก (direct arc furnace) เป็นเตาที่มีประสิทธิภาพสูงกว่าชนิดแรก ภายในบุด้วยอิฐทนไฟ เตามีความจุ ๑๐๐-๒๗๐ ตัน เจาะเอาเหล็กที่ละลายออกทุก ๆ ๒-๓ ชั่วโมง สำหรับเตาที่เจาะเหล็กซึ่งหลอมละลายออกครั้งละ ๑๑๐ ตัน ต้องใช้พลังไฟฟ้า ๕๐,๐๐๐ กิโลวัตต์ชั่วโมง
การผลิตเหล็กกล้าจากเตาโอเพนฮาร์ท
เตาโอเพนฮาร์ทมีลักษณะคล้ายกระทะ หรืออ่างเก็บน้ำ ใช้เปลวไฟที่ได้จากการเผาน้ำมันเตา หรือก๊าซบางชนิดพ่นบนผิวหน้าของเหล็กถลุงเหลวที่อยู่ในเตาโดยพ่นเปลวไฟจนเหล็กใกล้จุดเดือด (ใช้เวลา ๖-๗ ชั่วโมง) หลังจากนั้นเติมฟลักซ์ (fluxing agents) แล้วพ่นเปลวไฟต่อไปอีก ๓-๔ ชั่วโมง จึงเทน้ำเหล็กออก รวมเวลาที่ใช้ในการทำเหล็กกล้าประมาณ ๑๐ ชั่วโมง เตาชนิดนี้มีขนาดความจุของเตา ๕๐-๕๐๐ ตัน
ในประเทศไทยยังไม่มีการถลุงเหล็กจากแร่เหล็กเพียงแต่มีโครงการผลิตเหล็กจากแร่เหล็ก โดยวิธีลดออกซิเจนโดยตรง ซึ่งยังอยู่ระหว่างการหาเงินมาลงทุน การผลิตเหล็กกล้าในประเทศเป็นการนำเศษเหล็กมาหลอมในเตาไฟฟ้า นำเหล็กที่ได้มาทำเหล็กก่อสร้าง เช่น เหล็กที่ใช้เสริมคอนกรีตเป็นเหล็กเส้นกลม หรือเหล็กฉาก

โดย saweang | มี.ค. 6, 2020 | บทความเกี่ยวกับเหล็ก
งานก่อสร้างอาคารโครงสร้างเหล็กรูปพรรณรีดร้อน ย่อมมาพร้อมกับวิธีการก่อสร้างที่จะขาดไปไม่ได้คือ “การเชื่อม” ในแง่หนึ่ง การเชื่อมเป็นเทคนิคด้านงานก่อสร้างที่ทำกันอยู่ทั่วไป เหมือนเป็นทักษะพื้นฐานที่ต้องติดตัวช่างก่อสร้าง การเชื่อมก็เป็นทักษะที่มีระดับความชำนาญหลายระดับ และต้องได้รับการฝึกฝนในระยะเวลาหนึ่ง เพราะในงานก่อสร้างอาคารโครงสร้างเหล็กใดๆ เรามักจะพบปัญหาจากการเชื่อมอยู่เสมอ ไม่มากก็น้อย

โดยหลักการทั่วไป คุณภาพการเชื่อมเหล็กที่ดี จะขึ้นอยู่กับปัจจัย 2 อย่างด้วยกัน คือการควบคุมความสมดุลระหว่างกำลังไฟ และความเร็วในการลากผ่านการเชื่อม โดยทั้งหมดจะต้องคำนึงถึงความหนาของเหล็กที่ใช้ และวัตถุประสงค์ของการใช้งานต่อไป
เมื่อเป็นฝีมือคน จึงเป็นเรื่องท้าทายในการควบคุมปัจจัยทั้งสองให้สอดคล้องกันเพื่อให้ได้งานเชื่อมที่มีคุณภาพในตอนท้าย เพราะหากไม่แล้ว งานเชื่อมที่ด้อยคุณภาพก็อาจนำมาซึ่งความไม่สม่ำเสมอของรอยต่อ มีส่วนเว้าแหว่งที่เชื่อมไม่ติด ความเปราะของรอยเชื่อม อันจะทำให้ความสามารถในการรับน้ำหนักของงานโครงสร้าง ไม่ตรงตามที่วิศวกรคำนวณ และอาจนำมาซึ่งการพังทลายของโครงสร้างได้
รอยเชื่อมที่มีคุณภาพนั้น จะเป็นที่เข้าใจกันว่าตะเข็บต้องมีลักษณะสม่ำเสมอ ลากยาว และเป็นเนื้อเดียว (ภาษาช่างเรียกเหมือนเป็นเกล็ดปลา) แต่นอกจากนั้นก็จะขึ้นอยู่กับการใช้งาน และหน้าที่การรับน้ำหนักของแต่ละจุด ที่จะต้องผ่านการออกแบบการเชื่อม ที่สัมพันธ์กับการคำนวณจากวิศวกร

โดยจะมีจุดบกพร่องและปัญหาที่จะเกิดอยู่บ้างในระหว่างการเชื่อม ที่จะก่อให้เกิดงานที่ไม่ได้คุณภาพ ยกตัวอย่างเช่นอย่างแรกคือฟองอากาศ (Porosity)ที่อาจเกิดจากการเชื่อมที่ไม่ชำนาญ และความไม่สมดุลของกำลังไฟและกระบวนการเชื่อม ซึ่งอาจก่อให้เกิดปัญหาเรื่องความเปราะฟองอากาศเพียงเล็กน้อยอาจไม่ส่งผลกระทบต่อโครงสร้างมาก แต่นั่นย่อมขึ้นอยู่กับขนาดและลักษณะของฟองอากาศในแต่ละชิ้นงาน โดยป้องกันได้ด้วยหลายเทคนิควิธี คืออาจรักษาระยะอาร์คให้สั้นที่สุดเท่าที่จะเป็นไปได้เพื่อป้องกันเปลวดับ และรักษาโลหะไม่ให้เย็นตัว รวมถึงเป็นการรักษาอัตราความเร็วของแก๊สให้สม่ำเสมอที่สุด
ข้อบกพร่องที่อาจเป็นปัญหาต่อมาคือ Slag หรือโลหะแปลกปลอมที่ฝังในรอยเชื่อม ซึ่งอาจเกิดจากทั้งความสกปรกของชิ้นงาน ความไม่เรียบร้อย รวมไปถึงสนิมในบริเวณรอยต่อที่อาจจะเกิดขึ้นหลังการทาสีกันสนิม หาก Slag เปราะและหลุดจากรอยต่อนั้นๆ
วิธีการป้องกันปัญหาหรือข้อบกพร่องที่จะเกิดจากการเชื่อม รวมถึงการเพิ่มคุณภาพการเชื่อมเหล็กที่ได้ประสิทธิภาพที่สุด หนีไม่พ้นการทำความสะอาดชิ้นงานให้ปราศจากน้ำมัน และเศษสิ่งสกปรกก่อนทำงานเชื่อม ก็จะทำให้ได้คุณภาพงานเชื่อมเหล็กโครงสร้างรูปพรรณรีดร้อนที่มีประสิทธิภาพสูงสุด
ขอขอบคุณข้อมูลจากhttps://www.hbeamconnect.com/th/community/blog/

